Profiilid tehakse masinatel. Lehtprofiili tootmine: valmistamiseks kasutatavate seadmete materjalid, tüübid ja kaubamärgid. Profiilitootmise seadmed
4905 0 0
Kipsplaatide profiilide tootmine - kasumliku ettevõtte lihtne retsept
See artikkel on adresseeritud neile lugejatele, kes on huvitatud oma ettevõtte ideest. Ostes kipsplaadi profiili valmistamiseks masina ja omandades tehnoloogia, saate teenida korralikku raha. Lõppude lõpuks iseloomustab kipsplaadist valmistatud ehituskonstruktsioonide nõudlust stabiilne kasv ja komponentide hind on pikka aega kõrge.
Tootmismaterjalide ja tootmistehnoloogia valik
Jätkem kõrvale finantsküsimused ja räägime äriidee tehnilisest komponendist. Edu koostisosad on kõrge toote kvaliteet, mis saavutatakse:
- Kvaliteetse tooraine kasutamine;
- Kõrgtehnoloogilised seadmed.
Metallist kinnitusprofiil on tsingitud terasest külmvaltsitud. Tootmismaterjal on kerge legeerimata terasriba paksusega kuni 0,5 mm. Toote kaitsmiseks kasutatakse kuni 1,6 mikroni paksust galvaniseeritud kihti.

Tsingitud teras on roostevaba, kuni kaitsekiht on puutumatu. Kui tsingi kattekiht on kahjustatud, ilmuvad korrosioonikeskused.
Selliste tootjate nagu Lafarge ja Knauf juhised metallkonstruktsioonide paigaldamiseks ei võimalda profiili veskiga lõigata. Lõikeriistade kasutamise piirangud on seletatavad galvaniseeritud kaitseomaduste nõrgenemisega metalli temperatuuri tõusu tagajärjel.

Metallprofiili tööstusliku tootmise tehnoloogia koosneb järgmistest etappidest:

- Valtsitud terasriba asetatakse rulli;
- Rulli kerimisriba keeratakse lahti ja suunatakse valtsimisettevõttesse;

- Lint on perforeeritud - kinnituskruvide kruvimise mugavuse huvides lõigatakse sellele reljeef;

- Perforeeritud vöö deformeeruvad metallrullid, mis painutavad tooriku vajaliku nurga all;
- Samal etapil, kui see on ette nähtud profiili tüübiga, moodustatakse tooriku pinnale laine;

- Valtsveskist väljumisel trimmerdatakse toorik elektromehaaniliste kääridega nii, et tagumik on risti pikiservaga;

- Lõppjärgus saadetakse valmistooted vastuvõtjale, kust nad transporditakse lattu.
Kuidas on valtsimismasinad metallprofiilide tootmiseks

Standardne tootmisseadmete täielik komplekt sisaldab selliseid elemente nagu:
- Konsoolimähise kerimisseade - kerib metallriba lahti ja söödab selle valtsveskisse;

Kaasaegsed tööstusseadmed on varustatud pidurisüsteemiga, mis takistab rulli lahti kerimisel, kui see juhitakse inertsuse mõjul valtsimistehasesse.
- Augu mulgustusüksus (valikuline) - kasutatakse profiilil aukude märkimiseks;
- Valtsveski - kujundab ja kujundab tooriku, andes sellele vajaliku ristlõike konfiguratsiooni;
- Elektromehaanilised käärid - lõikeseade, mis lõikab profiili vajaliku pikkusega fragmentideks, ilma et oleks vaja veskit peatada;
- Vastuvõtuüksus - seade, millesse valmistooted kogutakse enne järgnevat pakendamist ja lattu toimetamist;

- Juhtsüsteem (automaatne või poolautomaatne) - seade, mis kontrollib tootmisseadmete tööd.
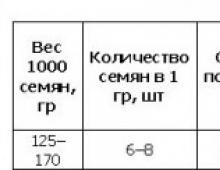
Turul olevate profiilide valik

Selles tabelis on loetletud metallprofiili modifikatsioonid, mida saab teha spetsiaalsetes masinates.
Standardsete suuruste ja sellest tulenevalt metalltoodete konfiguratsiooni erinevus on seletatav paigaldamise ja sellele järgneva töö tingimustega.

Rack-profiilidel on juhtanaloogidega võrreldes suured ristmõõtmed. See erinevus tuleneb asjaolust, et ripplagede paigaldamisel kasutatakse juhttooteid ja sel juhul peavad kokkupandud metallkonstruktsioonid olema kerged.
![]()
Rack-tooted paigaldatakse seintele ja seetõttu pole nende kaalule tõsiseid nõudeid, samas kui laius on suurem, et plaat saaks paremini kontakti kinnituspinnaga. Tabelis loetletud üksuste pikkused erinevad ka. Selle põhjuseks on see, et lagede rööpade pikkus vastab lae pikkusele ja püstiste pikkus vastab elamispinna standardkõrgusele.
Võttes arvesse nende külgmiste ristlõike mõõtmetega profiilide suurt pikkust, tehakse tootmise ajal gofreerimine. Lainepapp toimib jäigastunud ribidena, takistades toote keskelt langemist.

Tugiraami kokkupanekul on lisaks profiilile vaja riputusi, pistikuid ja pikendusjuhtmeid. Need konstruktsioonielemendid on valmistatud ka metallist. Need võimaldavad teil kinnitada rööpad kinnituspinnale ja ühendada need kindlalt üksteisega.
Tootmisdefektide tüübid ja nende sümptomid

- Ebapiisav metalli paksus.
See on käsitööndustootjate toodete tavaline puudus, kes säästavad vajaliku paksusega metalli ostmisel. Selle tulemusel ei kinnita mantliplaatide kinnitamisel isekeermestavat kruvi, kuid lõigatud niit kerib ja katkeb. Lisaks sellele kannatab kandekarkassi tugevus, mis mõjutab negatiivselt viimistluse usaldusväärsust.
- Korrosiooni mitu piirkonda.
Rooste mitmes kohas profiili pinnal näitab galvaniseeritud metalli halba kvaliteeti. Selliseid tooteid ei tasu osta, kuna korrosiooniprotsessi ei ole võimalik peatada ning see ähvardab kokkupandud metallkonstruktsioonide hävimist.
- Kehv profiil veereb.
Selle defekti sümptom on häiritud profiili kuju. See tähendab, et riiulite pikiservi saab pigistada või keerata. Selliseid valtsitud metalltooteid ei soovitata osta, kuna kandjat ei ole võimalik taseme järgi seada.
Sarnased sümptomid on iseloomulikud valtsitud metallile, mida ei ladustatud lattu korrektselt ja mis oli virnades deformeerunud.
- Vastuolu standardsete suurustega.
See on kõige vastuvõetamatum abielu tüüp, kuna kokkupanemise ajal pole selliste toodetega lihtne töötada ning ka raami on keeruline kokku panna. Varem oli tabelis näidatud erinevat tüüpi profiilide mõõtmed. Erinevus loetletud ristlõike mõõtmetega ei tohiks ületada 1 mm.
- Ebapiisav punktiarvestus.
See puudus on omane väikeettevõtete toodetele, kus tööjõukulude vähendamiseks tehakse toote välisküljed peaaegu siledaks. Selle tagajärjel kruvitakse kipsplaadi paigaldamisel isekeermestavad kruvid metalli halvasti, kuna perforatsiooni puudumise tõttu pole neil midagi kinni jääda.
- Profiili servadel on servad.
Kipsplaati ilma liialduseta võib nimetada üheks populaarsemaks ja nõudlikumaks ehitusmaterjaliks, mida kasutatakse korterite, kontorite, töökodade ja ladude renoveerimisel. See hingab ja võimaldab teil peita kõik olemasolevad pinna ebatäiused, pakkudes ideaalset alust pahtli, värvi, tapeetimise jms lõplike kihtide pealekandmiseks. Samuti loovad kipsplaadi abil kõik lokkis elemendid (sambad, nišid, kaared), mis täidavad interjööri välimuse. Lehtplaadi paigaldamisel ei saa te ilma metallprofiili kasutamata hakkama, see muutub edaspidise ehituse usaldusväärseks aluseks.
Metallist profiili valmistamine kodus on alguses kulukas äri, kuid samal ajal on see üsna kasumlik. Lisaks saab rullprofiilide tootmiseks kasutatavaid seadmeid valmistada käsitsi. Sellest lähemalt ...
Profiilide valmistamise masin

Tsingitud terasprofiilide tootmine ei nõua palju oskusi ja teadmisi. Teil on vaja spetsiaalset profiili painutusmasinat, mis valitakse (või teisendatakse) selle profiili tüübi jaoks, mida kavatsete toota.
Profiilvaltsimismasina omandamiseks võite minna kahel viisil:
- Tehke oma kätega valtsimismasin, mida saab moderniseerida ja uuesti varustada mis tahes tüüpi tootega, mis on valmistatud tsingitud lehest.
- Osta kipsplaadi profiili tootmiseks valmis seadmeid.
Kipsplaatide tootjate seas on kõige populaarsemad masinad, millel on ühe ahelaga tootmisliin. Need tekitavad teatud tüüpi profiili (näiteks lae või rööpa) keskmise kiirusega 10 jooksvat meetrit minutis. Seetõttu suudavad kipsplaadiprofiilide tootmiseks mõeldud seadmed ühe töö tunni jooksul toota kuni 500 jooksvat meetrit. See tähendab, et pärast pidevat 8-tunnist tööpäeva saab lattu saata umbes 4000 meetrit tooteid, mis on täielikult müügiks valmis. Valmistoodete maht võib ulatuda kuni 88 000 jooksva meetrini kuus!
Valtsimistehase turuhind on keskmiselt 4000 dollarit. Samal ajal ei taga tarnijafirma sageli ainult tellimuse kohaletoimetamist, vaid viib läbi ka igakülgseid koolitusi masina korrektse kasutamise kohta ning teostab ka seadmete täielikku seadistamist ja nende edasist remonti (vajadusel).
Kuid kui teil pole veel võimalust osta seadmeid hinnaga 4000 dollarit, saate oma masina ise oma kätega valmistada. See võib jõudluses olla pisut halvem. Näiteks ei hakka sellel giljotiini peal olema ja toorikud tuleb eraldi operatsiooni järgi lõigata. Kuid üldiselt on võimalus korraldada kasumlik tootmine kodus.
Kuidas teha oma kätega profiili valtsimismasinat

Vaatleme valtsveski 3D-mudelit 29x27 c- või u-kujulise profiili tootmiseks.
Masina valmistamiseks vajate: metalli, laagrid, treipinki või tuttavat treipinki treipingiga. Pöörake tähelepanu valtsimismasina konstruktsioonile ja seadmele.
Pilti vaadates on esmamulje murettekitav. Ja kui uurida üksikasju, siis pole midagi keerulist.
Rullvormimismasina seadme mudeli skeem
Masin koosneb tabelist, millele on kinnitatud ussikäigumootor NMRVP-063. Lauale on kinnitatud ka 7 alust. Esimene vastuvõtualus on juba sellel joonisel näidatud:

- Kanalitabel.
- Ussimootor NMRVP-063.
- Esimene vastuvõtu stend.
- Ketisõit esimese stendi juurde.
Iga alus koosneb mõnest lihtsast osast:

- Puuri keha.
- Isetasanduv laagrimoodul UCST 204.
- Isetasanduv laagrimoodul UCFT 204.
- Alumine ja ülemine šaht.
- Alumine ja ülemine valtsrull.
- Ketiratas Z \u003d 16.
- Juhendid.
- Vahetükid.
- Poltide M12X70 reguleerimine.
Nagu ülaltoodud pildilt näete, on kõik alused ühendatud keti ajamiga.
Tuleb märkida, et rullid on eemaldatavad ja paigaldatud võllidele. See võimaldab teil masina uuesti varustada teist tüüpi profiiliks. Soovi korral saab LSTC profiilide tootmiseks vajalike seadmete uuendamiseks kasutada uusi rulle. LSTK tehnoloogiat kasutavate majade ehitamine on aktiivselt populaarsust kogumas ka kokkupandavate ehitiste valdkonnas.
Kipsplaadiprofiilide tootmise tehnoloogiline protsess
Toimimispõhimõtet saab artikli lõpust hõlpsasti aru saada. Tsingitud metalli leht valtsitakse läbi rullide seeria, millest kõigil on erinev vorm:

Nii muudetakse toorik valtsimisrullide abil järk-järgult valmistoote kujuks.
Seadme seadmega üksikasjalikult tutvumiseks soovitame teil tutvuda kõigi mõõtmete ja üksuste kirjeldustega. See arhiiv sisaldab metallitöötlemisseadme 3D-mudelit, mille saab lahti võtta väikseima poldi või seibini ja vaadata. Samas kohas saate eemaldada osade kõik mõõtmed ja siis masina tegelikult mudeli järgi teha mitte halvemini kui jooniste järgi. Võib-olla on see formaat isegi parem kui joonised. 3D-mudeli failivormingud:
- * .sldasm on tasulise programmi "SolidWorks" põhivorming (seda formaati toetab ka tasuta programm 3D-mudelite vaatamiseks - eDrawings, mis on juba arhiivi lisatud).
- * .step on standardvorming 3D-mudelite vahetamiseks erinevate 3D-redaktoriprogrammide vahel. Seda failivormingut toetab peaaegu iga 3D-redigeerija (näiteks tasuta FreeCAD, AutoCAD, 3D-Max, Blender jne).
Metallprofiilide sordid

Kipsplaadi profiil jaguneb järgmisteks tüüpideks:
- Kasutatakse püstikute loomiseks (tüüp CW. Kõige tavalisemad sordid ehitusmaterjalide turul on profiilid CW-50, CW-75 ja CW-100).
- Juhend (UW tüüp. UW-50, UW-75 ja UW-100 kaubamärgid).
- Seinale kinnitatav (tüüp UD. Kuid sageli kasutatakse ainult UD-27, valmistatud 81 mm terasest).
- Lagede (tüüp CD. Klass CD-60, mis on valmistatud galvaniseeritud terasest 123 mm laiusest) kasutatakse remondis kõige sagedamini ja sagedamini.
Profiil erineb paksuse, laiuse, kaalu ja muude parameetrite poolest. Kõik need profiilid on valmistatud galvaniseeritud terasribadest, mida nimetatakse ka ribadeks.
Nagu näete, on kodus kipsplaadist profiilide tootmise äri üsna kõrge kasumlikkus. Kui teil on stardikapital, mis katab kõik stardikulud, ja kui teil on väljakujunenud võrk valmistoodete müümiseks, saate iseseisvuse ise hakkama 7-8 kuuga.
Seda tüüpi toodetel on alati nõudlus. Kui omandate kõik selle tootmistehnoloogia nüansid, saate endale paljude aastate jooksul tagada stabiilse sissetuleku.
Alustage juba praegu oma tootmis- ja müügiettevõtteid ning lõpptulemus on parim tasu kõigi teie pingutuste eest!
Kipsplaadiprofiilide tootmiseks mõeldud masin on kogu süsteemi kipsplaatide konstruktsioonide raamiosade tootmiseks kesksel kohal. Kaasaegsed seadmed võimaldavad teil teha mitmesuguseid profiile ja seetõttu peavad kipsplaatidest osade valmistamist paljud ettevõtluse arendamisel väga paljutõotavaks suunaks.
Meie artiklis räägime tootmisprotsessi omadustest, samuti sellest, milliseid elemente metalliprofiilide tootmise rida hõlmab.
Kipsplaadi profiil
Metallprofiilide nomenklatuur
Enamiku kipsplaatide konstruktsioonide alus on metallraam, mis on kokku pandud spetsiaalsetest vormitud elementidest. Nende osade suurus ja konfiguratsioon määravad mehaanilised omadused, mis tähendab, et need mõjutavad suuresti kogu konstruktsiooni omadusi.
Tänapäeval on kipsplaatide kõige tavalisemad profiilid:
- - seda kasutatakse ripplagede ja väikeste mõõtmetega seinakonstruktsioonide alusena.
- Taust seina (UD) - kinnitatakse ruumi perimeetri ümber lae toena.
- Rack (CW) - seda kasutatakse vertikaalsete raami elementide ehitamiseks, sellel on paremad mehaanilised omadused.
- Tugevdatud (uks) (UA) - vastupidavam kui muud tüüpi raamiosad, seda kasutatakse peamiselt ukseraamide kokkupanekuks.

Lisaks nendele põhikategooriasse kuuluvatele elementidele on turul ka märkimisväärsel hulgal lisakomponente - riidepuud, sulgud, pistikud, pikendusjuhtmed jne. Neid kõiki kasutatakse kipsplaatide seinte ja lagede raamide kokkupanekuks.
Kõigi nende elementide tootmiseks kasutatakse kipsplaatide profiilide jaoks spetsiaalseid masinaid. Täna on kipsi kipsplaadist konstruktsioonide paigaldamiseks pikkade moodulite tootmine eraettevõtluse üsna populaarne valdkond.
Märge!
Kipsplaadist konstruktsioonide aedikute tarbimismahud ja seega ka aeduelementide tootmismahud sõltuvad otseselt kipsplaadi enda tarbimismahtudest.
Tootmisprotsessi omadused
Tsingitud terasest on valmistatud erinevad profiilid kipsplaatide paigaldamiseks. Nende tootmisel kasutatakse külma painutamise või metalli stantsimise tehnoloogiaid.

Nende toodete tootmisel on iseloomulikud järgmised omadused:
- Tooraine - galvaniseeritud lehtteras. Terasest klass 08-KP, materjali valikut reguleerib GOST 9045-80.
- Tooriku optimaalne paksus on 0,4-0,65 mm. Iga kipsplaadi profiili tootmiseks mõeldud masin on ette nähtud töötama kindla paksusega toorikutega, mida ei tohiks masinaosade varase kulumise ja selle rikke tõttu ületada.
- Tooriku laius - 120 kuni 180 mm. Mõned automaatliinid on võimelised töötama suuremate toorikutega, kuid selliste seadmete hind on üsna kõrge.
- Valmistoote maksimaalne pikkus on 4 kuni 6 m. See parameeter sõltub masina vastuvõtulaua mõõtmetest ja vajadusel saab seda suurendada ilma kogu liini kardinaalse ümberkonfigureerimiseta.
Metallist toorikust profiili moodustamise protseduur on näidatud meie ressursile postitatud videos.
Varustuse rent
Profiilide tootmisliini põhielemendid
Hoolimata asjaolust, et erinevate tootjate metallkastide osade tootmiseks mõeldud seadmed erinevad konstruktsiooni poolest, jääb selliste süsteemide üldine tööskeem samaks.
Tavaliselt hõlmab rullvormimisseade:
- Dekoiler on seade riba tooriku söötmiseks töötlemiseks. Enamikus painutusmasinate mudelites kasutatakse konsooldekobeleid, mille kasutamine tagab materjali automaatse etteande painutamiseks.

- Valtsveski. Peamine joonelement, mis vastutab tooriku profileerimise eest. Sõltuvalt liini tüübist võivad valtsveskid toota ühe standardsuurusega või korraga mitu profiili - ilma ümber konfigureerimiseta. Looduslikult on laia tootevaliku tootmiseks eelistatavam teine \u200b\u200bsort.
- Lõikeseade on tavaliselt pneumaatiline nihkejõud. Selle seadme peamine ülesanne on valmistoodete tükeldamine vastavalt etteantud mõõtmetele. Parimad nihkemudelid on varustatud lendhoonesüsteemidega, mis võimaldavad profiili kärpimist ilma valtspinkide seiskamiseta. Lõikamise täpsus on täpsustatud parameetritest +/- 5 mm.
- Valmistoodete ladustamise eest vastutab vastuvõtulaud.

Profiilitootmisliini diagrammi näete fotol.
Lisaks juba nimetatud valtsmetalltoodete tootmiseks mõeldud seadmetele on kohustuslik komponent ka juhtimissüsteem. Reeglina tarnitakse selline süsteem koos varustusega ja see töötab sertifitseeritud tarkvara kontrolli all.
Märge!
Automatiseeritud juhtimissüsteemide kasutamine parandab valmistoodete kvaliteeti, kõrvaldades inimfaktori mõju.
Tootmise valiku ja kohandamise omadused
Üldiselt iseloomustab enamikku turul olevaid liine üsna korralik kvaliteet ja jõudlus.
Ja siiski, kui plaanite avada GKL-ile profiili rentimise ettevõtet, peate arvestama järgmisega:

- Lehtprofiili tootmiseks on parem osta kodumaine või Euroopa masin - Hiina, ehkki see erineb taskukohaste hindade poolest, on siiski mõnevõrra madalama kvaliteediga.
- Oluline tegur valimisel peaks olema masinaliini kohandamise teenused. Näiteks pakuvad paljud ettevõtted seadmete ostjatele igakülgset abi kõigi äriprotsesside sisseseadmisel kuni lepingute allkirjastamiseni kõige sobivama tooraine tarnijatega.
- Ärge unustage ka oma seadme seadistamist ja kalibreerimist. Muidugi, juhised tarnitakse iga masinaga tõrgeteta - kuid ilma vastavate oskuste olemasoluta ei tohiks te oma kätega seadistamist läbi viia. See on lihtsalt juhtum, kui välisekspertide kaasamine on täielikult õigustatud!
Nagu näete, on kipsplaadi profiilile sobiva masina valimine ainult pool võitlust. Kuid kui valite õige varustuse, seadistate selle tõhusalt ja korraldate oma töökorralduse asjatundlikult, siis võib kipsplaadist mantlite osade tootmine muutuda kindla sissetuleku allikaks!
Kipsplaat on praegu üks populaarsemaid viimistlusmaterjale. Seda kasutatakse mitmetasandiliste lagede ehitamisel ja siseruumide vaheseinte paigutamiseks. Selle paindlikkus ja kasutusmugavus võimaldavad DIY-paigaldust paigaldada isegi neile, kes asuvad ehituslikust käsitööst üsna kaugel, ja seetõttu on see materjal muutunud kodukäsitööliste seas populaarseks.
Enamikku kipsplaadist konstruktsioone ei saa ilma kesta paigaldamata ellu viia ja seetõttu võib kipsplaadi profiilide tootmine nendel päevadel olla hea äri.
Masin kipsplaadi profiilide tootmiseks.
Tsingitud profiilide tootmine
Viimistlustööde teostamisel kasutatakse mitut tüüpi profiile.
Reeglina on need järgmised:
- suunav,
- lagi,
- nagi,
- nurgeline,
- millele teatud juhtudel lisatakse majakas.
Kipsplaatide konstruktsioonide paigaldamisel on kõige populaarsemad lae- ja juhtprofiilid, kuna need moodustavad raami aluse. (Vt ka kipsplaadi profiilistruktuurid: funktsioonid.)
Nende valmistamiseks kasutatav tooraine on õhuke galvaniseeritud teras, mis ei ole madalam kui teine \u200b\u200bklass, mida tarnitakse turule rullides keeratud ribadena (ribadena).

Valmistoodete müük
Tänapäeval on nõudlus tsingitud profiilide järele kõrge ja stabiilne.
Loomulikult peab kipsplaadiprofiilide tootmise igas äriplaanis arvestama valmistoote müügikohti.
Sel juhul jagatakse ostjad kolme rühma:
- Ehitusettevõtted, mille põhitegevuseks on eluaseme, samuti ärikinnisvara ehitamine ja renoveerimine.
- Firmad, kes renoveerivad oma tööruume.
- Üksikisikud, kes tegelevad oma kodu remondi tegemiseks profiili ostmisega.
Reeglina tuleks valmistooteid müüa erinevate ehituspoodide kaudu, kuid kõige tõenäolisem on väljapanek ehitushüpermarketite kaudu, kuna praegu käivad need just kõige rohkem.
Seotud artikkel: Kipsplaadi krunt või looge ise ilu

Foto erinevate profiilide kohta kipsplaadile.
Profiilitootmise seadmed
Kipsplaadi profiili tootmisliin koosneb rullvormimismasinast, mis on mõeldud õhukeste teraserullide töötlemiseks. (Vt ka kipsplaadi installimine: funktsioonid.)
Sellise masina seade sisaldab järgmisi elemente:
- Profiili paindemoodul.
- Statsionaarne või lendav pneumaatiline giljotiin toote ristlõikamiseks pärast rullimisprotsessi.
- Automaatne juhtimissüsteem.
- Valikuline (puutetundlik) juhtpaneel. See pole kohustuslik atribuut, kuid hõlbustab oluliselt parameetrite sisestamist ja nende juhtimist, kuna selle kaudu saate sisestada masina mällu kümme erinevat töörežiimi.

Erinevat tüüpi puutetundliku ekraaniga juhtpaneelid.
Nõuanne!
Kui profiile valtsitakse mitte ribadest, vaid vajaminevale laiusele ja pikkusele vastavatest toorikutest, kaob vajadus automaatse juhtimissüsteemi ja giljotiini järele.
See vähendab märkimisväärselt seadmete kogumaksumust.
Kui töös kasutatakse rullitud terast, on süsteemi korrektse toimimise tagamiseks vaja kahte inimest. Üks neist, operaator, täidab sõiduraja, seades kontrollsüsteemile soovitud töörežiimi. See viitab toodete pikkusele, nende kogusele ja töökiirusele. Teine töötaja jälgib masina korrektset toimimist.
Lendava lõike kasutamisel suurendab kipsplaadiprofiilide tootmiseks mõeldud automaatne liin tootlikkust 25-30% võrreldes statsionaarse lõikega. Samal ajal vähendatakse vastavalt ka saadud toodete maksumust.

Profiilivalmistamismasin, mis on varustatud lendava lõikega.
Tootmisprotsess
Lehtprofiili valmistamiseks tuleks kasutada tsingitud valtsitud terasest õhukest lehtterast, mille paksus võib varieeruda vahemikus 0,3–0,6 mm.
Juhend sisaldab järgmisi samme:
- Seadmete seadistamise rakendamine. Selles etapis peaksite masina sätetes seadma kasutatud lehe paksuse vahemikku 0,3–0,6 mm.
- Keermestage seadmesse seadistatud paksusele ja laiusele vastav toorik või riba.
- Profiili vormistamine toorikust, mis viiakse läbi masina tööpiirkonnas, samuti teatud pikkusega valmistoodete lõikamine pneumaatilise nuga abil.