Õppejuhend: metoodilised juhised diplomiprojekti rakendamiseks. Tu keevitatud tala valmistamiseks Ehitusmaterjali spetsifikatsioonid
Keevitatud konstruktsioonide töökindlus ja vastupidavus, nende efektiivsus tootmises ja töös on montaaži- ja keevitustoodete valmistamise struktuuride tootmisprotsesside tehnoloogilise protsessi kvaliteedi peamised näitajad. Keevitatud toote valmistamise tehnoloogia kavandamisel töötatakse välja tööde komplekt, mis hõlmab hanke-, montaaži-, keevitus- ja juhtimistoiminguid. Keeviskonstruktsioonide valmistamise tehnoloogilise protsessi kavandamise lähteandmed on tootejoonised, spetsifikatsioonid ja kavandatud tootmisprogramm.
Joonised sisaldavad andmeid toorikute materjali, nende konfiguratsiooni, mõõtmete, keevisliidete tüüpide kohta, s.o. otsused, mille disainer tegi toote kujundamise käigus ja mille peab tehnik täitma. Tehnoloogil pole õigust joonistel muudatusi teha, seega peab joonisele kõrvalekaldumisele eelnema selle parandamine projekteerija poolt.
Väljalaskeprogramm sisaldab teavet konkreetse perioodi jooksul (näiteks aasta) toodetavate toodete arvu kohta. Need arvud on aluseks seadmete, tehnoloogiliste seadmete, mehhaniseerimise ja automatiseerimise valimisel. Lisaks hindab väljalaskeprogramm selle valiku majanduslikku tõhusust. Toodete tootmisprotsess hõlmab mitmesuguseid tehnoloogilisi, juhtimis- ja transporditoiminguid. Peamine nõue, mis määrab nende toimingute järjestuse, nende sisu ja varustuse, on ette nähtud programmi rakendamine kvaliteetsete toodete tootmiseks võimalikult lühikese aja jooksul minimaalsete kuludega.
Kõik konstruktsioonid võib tavapäraselt jagada kolme rühma:
1. rühm - eriti kriitilised ehitised, mille hävitamine võib põhjustada inimkahjusid (surveanumad, tõstemasinad, transpordivahendid jne);
2. rühm - kriitilised ehitised, mille hävitamine põhjustab suuri materiaalseid kaotusi (tehnoloogiliste liinide seadmed, mille rike põhjustab kogu liini peatumise);
3. rühm - ebaolulised konstruktsioonid - kõik teised.
Konstruktsiooni töötingimused ja selle halvast kvaliteedist tulenevad võimalikud tagajärjed määravad selle konstruktsiooni tootmistehnoloogia tehnilised tingimused (nõuded).
Teatavat tüüpi konstruktsioonide valmistamise tehnilised kirjeldused sisaldavad loetelu materjalidest, seadmetest, samuti tehnoloogiliste ja juhtimistoimingute kohta kehtivatest nõuetest. Spetsifikatsioonid vastavalt standardile GOST 15001-69 peavad vastama seda tüüpi toote tehniliste kirjelduste ja standardite nõuetele, s.o. võtma arvesse selliste toodete tootmisel kogunenud projekteerimise, valmistamise ja kasutamise kogemusi.
4. Keevitatud konstruktsioonide valmistatavus
Optimaalsed on konstruktiivsed vormid, mis vastavad toote teeninduseesmärgile, tagavad usaldusväärse töö konkreetse ressursi piires ja võimaldavad toote valmistamist minimaalsete materjalide, töö ja ajakuludega.
Konstruktsiooni valmistatavus - selle disainilahenduse valik, mis tagab keevitatud toote valmistamise mugavuse ja lihtsuse igat tüüpi keevitamise teel ja erinevates režiimides.
Kujunduse töödeldavuse tagab metalli valik, keevitatud elementide kuju ja liitekohad, keevitusviisid (meetodid) ning keevitusdeformatsioonide ja -pingete vähendamise meetmed.
Konkreetse disainilahenduse valmistatavust hinnatakse kvalitatiivselt ja kvantitatiivselt. Kvalitatiivne hinnang iseloomustab valmistatavust üldistatult, tuginedes esineja kogemustele. See eelneb kvantitatiivsele hindamisele ja seda väljendatakse arvnäitajana, mis iseloomustab disainilahenduse valmistamisnõuete täitmise astet. Kvantitatiivse hindamise vajadus, näitajate nomenklatuur ja nende määramise metoodika on kehtestatud tööstuse ja ettevõtluse standarditega.
Valmistatavuse hindamiseks kasutatakse erikriteeriume.
Konstruktsiooni valmistamise keerukus. CT valmistatavuse tase tööjõumahukuse osas määratakse suhtega
kus Тп - töömaht vastavalt projekteerimisvõimalusele, standard-h; TB - töömahukus vastavalt põhiversioonile, norm-h.
Materiaalne efektiivsus... Materjalide kasutamise tõhusust saab hinnata järgmiste näitajate alusel:
konstruktsiooni konkreetne materjalitarbimine
materjali kasutamise määr
materiaalse kasutatavuse tegur
deponeeritud metalli suhteline anm või konkreetne kumm
Keevitustootmise tehniline tase mis on määratud progresseeruvate mehhaniseeritud tehnoloogiliste protsesside kasutamisega.
Tootmise tehnilist taset saab hinnata järgmiste näitajate abil:
keevitamise mehhaniseerituse tase,%:
töö keeruka mehhaniseerimise tase keevitatud konstruktsiooni valmistamisel
Toorikute keevitusmaterjali valimisel tuleb arvestada mitte ainult selle tööomadustega, vaid ka keevitatavusega või võimalusega kasutada tehnoloogilisi meetmeid, mis tagavad hea keevitatavuse.
Tavaliselt on eesmärk keevisliidete valmistamine selliselt, et need oleksid tooriku alusmaterjaliga võrdsed. Sel juhul peaksite valima hästi keevitatavad materjalid: madala legeerimisega terased ja sulamid, samuti värviliste metallide sulamid.
Keevitatud liigendtsooni tugevust saab suurendada selle tsooni järgneva valtsimise või sepistamisega.
Spetsifikatsioonid on nõuded keevitatud konstruktsiooni valmistamiseks igas etapis.
Spetsifikatsioonid on üldised ja täiendavad: Üldised spetsifikatsioonid on esitatud selgitavas märkuses ja sisaldavad nõudeid põhimaterjalidele, toorikutele, montaažile ja keevitamisele, samuti pakendamise ja toodete saatmise kontrollile. Täiendavad tehnilised nõuded on esitatud tootejoonise vabas ruumis.
Keevitatud toote tehnilised kirjeldused koos juhendi ja joonistega on keevitatud koostise valmistamise disaini- ja töötehnoloogia väljatöötamise aluseks:
- 1. Teraskeevitatud sulgud, mis on valmistatud vastavalt tehnoloogiliste juhiste GOST 23118, TI nr 1-2008 nõuetele, vastavalt ettenähtud joonistele kinnitatud tööjoonistele.
- 2. Klambrid on valmistatud kuumvaltsitud lehtterasest, mis on valmistatud kvaliteetsest süsinikterasest vastavalt standarditele GOST 1050 - 88, GOST 5520-79. Kokkupanek toimub ainult sirgendatud lehtedelt, puuraukude, mustuse, rooste, niiskuse ja katteta. Terase kaubamärk, kvaliteedikategooria, tugevusklass on täpsustatud järjekorras ja näidatud joonistel.
- 3. Mõõtmete, geomeetrilise kuju ja keevisõmbluste piirhälbed ei tohiks ületada tabelis keevitatud konstruktsiooni maksimaalsete kõrvalekallete väärtusi.
- 4. Keevitusmaterjale (keevitustraat, elektroodid, räbusti, süsinikdioksiidi ja / või gaasisegud) kasutatakse vastavalt SNiP II-23 ja need annavad keevismetalli ajutise takistuse väärtused, mis pole madalamad kui mitteväärismetallide oma.
- 5. T-kujuline (vöökoht) ja tagumik (riiulilehtede ja seinte ühenduskohad) õmblused teostatakse mehhaniseeritud keevitamise teel (automaatne sukeldatud kaar ja / või poolautomaatne varjestusgaas) õmbluste sujuva üleminekuga mitteväärismetalli. Kliendi soovil tehakse tee (vöökoht) õmblused täieliku läbitungimisega.
- 6. Lehtede vuugid tehakse otsast otsa ilma ülekateteta, kasutades kahepoolset keevitust. Sel juhul peaksid lehtede vuugid kronsteini seina vuugi suhtes olema seina vuugi mõlemal küljel vähemalt 100 mm kaugusel. Lubatud on ühepoolne keevitamine, kui õmbluse juur on keevitatud.
- 7. Kõik keevisõmblused on pidevad.
- 8. Akordilehtede võretatud õmbluste pind ristmikul seinaga puhastatakse mitteväärismetalliga ühtlaselt.
- 9. Tagumiku keevisõmbluste tegemisel on tagatud täielik läbitungimine. Ladestunud metalli ajutine takistus on võrdne mitteväärismetalli ajutise takistusega.
- 10. Keevitatud õmblused vastavad II kategooriale ja keskmisele kvaliteeditasemele vastavalt standardile GOST 23118. Muud keevisõmbluste kategooriad ja kvaliteeditasemed saab tellimisel täpsustada.
- 11. Katsete tüübid, keevisliidete kontrollimise ulatus valitakse sõltuvalt kehtestatud kvaliteeditasemest vastavalt GOST 23118.
- 12. Keevitatud vuukide ja konstruktsioonide õmblused keevitamise lõpus puhastatakse räbust, pritsmetest ja metallist longus.
- 13. Keevitatud montaažiseadmed eemaldatakse ilma lööki ja mitteväärismetalli kahjustamata ning keevispunktid puhastatakse mitteväärismetalliga, eemaldades kõik defektid.
- 14. Keevitatud liigendi õmbluse lähedal asetatakse selle õmbluse teinud keevitaja number või märk. Number või märk kinnitatakse õmbluse piirist vähemalt 40 mm kaugusele, kui joonistel pole teisiti näidatud. Montaažiseadme keevitamisel ühe keevitaja abil asetatakse märgistuse kõrvale keevitaja märk.
- 15. Keevitatud liigeseid on lubatud parandada, õmbluste parandatud sektsioone kontrollitakse korduvalt.
- 16. Tala pinnal ei tohiks olla pragusid, delaminatsioone, vangistust, päikeseloojanguid, vigu ega valtsitud mustust.
- 17. Lubatud on valtstoodete paksuse ja laiuse kohalikud mõlgid sügavusele, mis ei ületa valtstoodete lubatud hälbe kahekordset suurust, kuid paksusega mitte üle 1 mm ja ristlõike mõõtmetega 3 mm.
- 18. Välispinna defekte on lubatud eemaldada õrna puhastamise või pideva lihvimisega, samal ajal kui seina paksus pärast puhastamist ei ületa minimaalseid lubatud väärtusi.
- 19. Kliendi soovil on talad kaitstud korrosiooni eest.
- 20. Kaitsesüsteem, materjali klass, kihtide arv, iga kihi paksus, katte kogupaksus lepitakse tarbijaga kokku.
- 21. Kattel puuduvad lüngad, mullid, praod, laastud, kraatrid ja muud kaitseomadusi mõjutavad defektid ning välimus vastab GOST 9. 301 nõuetele.
Keevitatud konstruktsiooni (sõrestik) kirjeldus, selle otstarve ja materjali valiku põhjendus. Montaaži- ja keevitusmeetodite valik ja põhjendamine, selle režiim. Ladestunud metalli koguse arvutamine, keevitusmaterjalide tarbimine, elekter. Kvaliteedikontrolli meetodid.
Saatke oma hea töö teadmistebaasis lihtsaks. Kasutage allolevat vormi
Üliõpilased, kraadiõppurid ja noored teadlased, kes kasutavad teadmisi oma õpingutes ja töös, on teile selle eest väga tänulikud.
Postitatud http://www.allbest.ru/
- 1. Tehnoloogiline osa
- 1.6 Keevitusrežiimid
- Järeldus
- Viidete loetelu
1. Tehnoloogiline osa
1.1 Keevitatud konstruktsiooni kirjeldus, otstarve
Kasutusala
Sõrestikke kasutatakse tänapäevases ehituses laialdaselt, peamiselt suurte sirgete katmiseks: sillad, tööstushoonete sarikate süsteemid, spordirajatised. Samuti saavad seda disaini kasutada spetsialistid erinevat tüüpi paviljonide, lavakonstruktsioonide, varikatuste ja poodiumide tootmisel.
Toimimispõhimõte
Kui kinnitate juhuslikult mitu varda hingedele, siis pöörlevad nad juhuslikult üksteise ümber ja selline konstruktsioon on, nagu öeldakse konstruktsioonimehaanikas, "muutlik", see tähendab, et kui te seda vajutate, siis see voldib nagu mängukasti seinad. Hoopis teine \u200b\u200basi on see, kui teete vardadest tavalise kolmnurga. Olenemata sellest, kui palju vajutad, saab konstruktsioon voltida ainult siis, kui üks vardad on katki või rebenenud teistest. See konstruktsioon on juba "muutumatu". Sõrestiku struktuur sisaldab neid kolmnurki. Nii tornkraana poom kui ka keerulised toed, koosnevad kõik väikestest ja suurtest kolmnurkadest.
Oluline on teada, et kuna kõik vardad töötavad survepinges paremini kui murdumine, tuleks varraste ühenduskohtades koormat koormata puntras.
Tegelikult on sõrestiku vardad tavaliselt üksteisega ühendatud mitte hingede kaudu, vaid jäigalt. See tähendab, et kui võtate kaks varda ja lõikate need ülejäänud konstruktsioonist lahti, siis nad ei pöörle üksteise suhtes. Kuid lihtsamates arvutustes jäetakse see tähelepanuta ja eeldatakse, et tegemist on hingega.
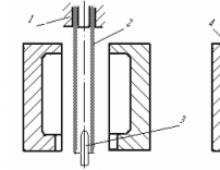
Kujunduselementejasõlmedtalud.
Sõrestiku elemendid on tavaliselt valmistatud paarisprofiilidest. See võimaldab neid paaritada sõlmedes, kasutades niinimetatud tuulekesi või tuulekesi - teraslehti, mille külge iga sõrestiku element kinnitatakse neetide või keevitamise teel. Keevitamise abil saab sõrestike raskust alati märkimisväärselt vähendada. Elementide ristlõige, neetide arv, keevitatud õmbluste pikkus määratakse tugevusarvutusega ja need sõltuvad elementides tegutseva puntri koormusjõududest ja selle ulatusest.
Ülemine vöö on tavaliselt valmistatud T-sektsiooni kujul kahest ebavõrdsest nurgast, mille suurus on vahemikus 100 x 75 mm kuni 200 x 120 mm, koosneb kitsastest riiulitest, alumine vöö on valmistatud tasavägisest, suurusega 65 x 65 mm kuni 150 x 150 mm, kuid seda saab kasutada ka ebavõrdsed nurgad. Nendel juhtudel, kui akordid veavad paneeli sees koormust ja painduvad, tehakse need paarilistest kanalitest nr 14 - 22.
Võre elemendid on tavaliselt konstrueeritud T-kujulise või ristlõikega võrdkülgsetest nurkadest mõõtmetega 60 x 60 mm kuni 80 x 80 mm. Töö valmistamise lihtsustamiseks on soovitav, et kõik sõrestiku elemendid oleksid valitud mitte rohkem kui 5-6 erineva profiili hulgast.
Sõrestiku vööde pikkus on reeglina suurem kui valtsprofiilide maksimaalne pikkus (12–15 m). Lisaks pole tehases ebapraktiline toota 20–30 m pikkuseid terveid sõrestikke, mida oleks ebamugav transportida ehitusplatsile. Seetõttu on sõrestikud enamasti valmistatud kahest poolest, mis korraldavad vöödes vuugid keskel.
Täiendavate pingete vältimiseks sõrestiku varrastes peavad kõigi sõlmes olevate varraste teljed koondama ühte punkti või, nagu öeldakse, keskele (näidatud punktiirjoonega). Keevitatud sõrestike vardad on tsentreeritud elementide raskuskeskmetele ja needitud sõrestike vardad on tsiteeritud piki neetide paigutusjooni, mida nimetatakse riskideks.
Teras17GS (kuumuskindlat vähese legeeritud) kasutatakse: seadmetes, põhjas, mahutiseadmes, äärikus ja muudes keevitatud osades, mis töötavad rõhu all temperatuuril -40 ° C kuni + 475 ° C; tuumaelektrijaamade (NPP) auru ja kuuma vee torujuhtmete osad ja elemendid, mille kavandatud temperatuur on keskmiselt mitte kõrgem kui + 350 ° C töörõhul alla 2,2 MPa (22 kgf / cm 2); tugevusgrupi K52 pikisuunaliselt keevitatud torud gaasijuhtmete, naftajuhtmete ja naftasaaduste torujuhtmete ehitamiseks; pikisuunalised keevitatud laiendatud torud, mis on ette nähtud kõrgrõhutorustike ehitamiseks.
Struktuuri nimi on talu. Keevitatud konstruktsiooniterase klass - 17GS. Varraste materjal on S345 teras, kinnitusdetailide materjal on S345 teras.
Mõõdud: pikkus - 24 m;
Kõrgus - 3,7m .;
Laius - 0,35 m.
Konstruktsiooni mass on 1952 kg.
1.2 Keevitatud konstruktsiooni materjali põhjendus
Keevitatud konstruktsiooni materjali põhjendamisel tuleks arvesse võtta järgmisi põhinõudeid:
tugevuse ja jäikuse tagamine selle valmistamise madalaimate kuludega, võttes arvesse metalli maksimaalset kokkuhoidu;
hea keevitatavuse tingimuste tagamine minimaalse pehmendamise ja elastsuse vähenemisega keevisliidete tsoonides;
konstruktsiooni töökindluse tagamine etteantud koormuste korral, muutuvatel temperatuuridel agressiivsetes keskkondades.
Teraskonstruktsiooni määramine toimub vastavalt Scheffleri skeemile.
keevitatud konstruktsiooni puntras keevitamine
Konstruktsioon on keevitatud 17GS terasest. 17GS-terase mehaanilised omadused on esitatud tabelis 1. Keevitatud materjali keemiline koostis on esitatud tabelis 2.
Tabel 1 - teraste mehaanilised omadused
Tabel 2 - Terase keemiline koostis
Selle jaoks arvutatakse algselt terase ekvivalentse kroomi väärtus:
Ekvivalentne Cr \u003d% Cr +% Mo + 2% Ti + 2% Al +% Nb + 1,5% Si +% V \u003d
0,3+0+0+0+0+1,50,6+0=1,2 % (1)
Ja siis arvutatakse ekvivalent nikli väärtus:
Ekvivalent Ni \u003d% Ni + 30% C + 30% N + 0,5Mn \u003d
0,3+300,2+300,008+0,51,4=7,24 % (2)
Vastavalt Scheffleri diagrammil olevatele Eq Cr ja Eq Ni väärtustele (joonis 1) joonistatakse punkt, mis vastab terase struktuurile.
Joonis 1 - Scheffleri diagramm
1.3 Keeviskonstruktsioonide valmistamise spetsifikatsioonid
Keevitatud konstruktsiooni valmistamise tehnilised tingimused pakuvad tehnilisi tingimusi peamistele materjalidele, keevitustarvikutele, samuti nõudeid toorikute kokkupanekuks ja keevitamiseks, keevituseks ja keevituse kvaliteedikontrolliks.
Dünaamiliste koormuste all töötavate kriitiliste keevitatud konstruktsioonide valmistamiseks kasutatavate peamiste materjalidena tuleks kasutada legeeritud teraseid vastavalt standardile GOST 19281-89 või tavalise kvaliteediga süsinikterast, mis ei ole GOST 380-94 järgi madalam kui St3ps.
Kõigi keevitustarvikute vastavust standardite nõuetele tuleb kinnitada tarnijatehaste sertifikaadiga ja sertifikaadi puudumisel - tehase laborite katseandmetega.
Kaarkeevituse käsitsi keevitamisel tuleks kasutada vähemalt E42A tüüpi elektroode vastavalt standardile GOST 9467-75 koos vardaga, mis on valmistatud Sv-08 traadist vastavalt standardile GOST 22496-70.
Keevitustraat peab olema rooste, õli ja muude saastevaba.
Keevitamiseks kasutatavate toorikute osas on sätestatud, et leht-, profiil-, profiil- ja muudest valtstoodetest keevitatavad osad tuleb enne keevitamiseks kokkupanemist sirgendada.
Pärast veeremist või painutamist ei tohiks osadel olla pragusid ega rebendeid, rebendeid, lainelisust ega muid defekte.
Kääridega lõigatud osade servadel ei tohi olla pragusid ega katteid. Lõigatud serv peaks olema detaili pinnaga risti, joonistel määratlemata juhtudel peaks lubatud kalle olema 1: 10, mitte üle 2 mm.
Pärast keevitatud servade sirgendamist ja kumerust tekkivad mõlgid ei tohiks ületada keevitatavate osade vaheliste tühikute lubatud hälbeid. Nurkade mõõtmete piirhälbed, kui need pole joonistel täpsustatud, peavad vastama kümnendale täpsusastmele GOST 8908-81.
Keevitamiseks tarnitud varuosad tuleb aktsepteerida kvaliteediosakonnas.
Keevitatavate osade kokkupanek peab tagama, et kogu liigendi pikkuses on lubatud hälve. Keevitatud õmbluste laiusega 25-30 mm servad ja pinnad tuleb vahetult enne keevitamiseks kokkupanekut rooste, õli ja muude saasteainete puhastada.
Liigendites vastupidavaks keevitamiseks ette nähtud osad peavad olema mõlemalt küljelt katmata, õli, rooste ja muude saasteaineteta.
Moodustatud pragude ja rebenditega osad. valmistamise ajal pole keevituseks kokkupanek lubatud.
Täpsustatud nõuded on sätestatud tehnoloogiliste seadmete ja vastavate tolerantsidega kokkupandud osade suhtes.
Kokkupanekul ei ole jõude sobitamine lubatud, mis põhjustab metallis täiendavaid pingeid.
Keevitatud servade lubatud nihe üksteise suhtes ja lubatavate lünkade suurus ei tohiks olla suurem kui keevitatud liigeste põhitüüpidele, konstruktsioonielementidele ja mõõtmetele vastavalt GOST 14771-76, GOST 235182-79, GOST 5264-80, GOST 11534-75, GOST seatud väärtused. 14776-79, GOST 15878-79, GOST 8713-79, GOST 11533-75.
Enne keevitamiseks kokkupanekut tuleb kõrvaldada kohalikud tõstatatud vahed. Lünki on lubatud keevitada detaili servade pinnaga, kuid mitte rohkem kui 5% õmbluse pikkusest. Suurenenud lünki on keelatud täita metallitükkide või muude materjalidega.
Keevituskoostis peab tagama valmis montaažiseadme lineaarsed mõõtmed tabelis 3 täpsustatud lubatud hälvete piires, nurgamõõtmed 10 täpsusastmega GOST 8908-81, kui joonistel pole muid täpsusnõudeid.
Liigeste sektsioon on lubatud kuni poole keevisõmbluse lõigust. Takid tuleks asetada keevitatud õmbluste asukohtadesse. Rakendatud kinnitused tuleb räbust puhastada.
Keevitatud konstruktsioonielementide eemaldamine monteerimisel peaks toimuma samade täitematerjalide ja nõuete abil nagu keevisõmbluste tegemisel.
Keevituskoostu peab heaks kiitma kvaliteediosakond. Keevitamiseks kokkupandud metallkonstruktsioonide transportimisel ja kallutamisel tuleb rakendada abinõusid, et tagada monteerimisel kindlaksmääratud geomeetriliste kujude ja mõõtmete säilimine.
Kriitilisi montaažiseadmeid võib keevitada ainult diplomeeritud keevitajatel, kellel on tunnistus, mis tõendab nende kvalifikatsiooni ja nende töö laadi, milleks nad on lubatud.
Keevitusseadmed tuleb varustada voltmeetrite, ampermeetrite ja manomeetritega, välja arvatud juhul, kui mõõteriistade paigaldamine pole ette nähtud. Keevitaja ja paigaldaja peaks iga päev kontrollima seadmete seisukorda.
Peamehaaniku ja energiainseneri osakond peaks keevitusseadmeid praktiliselt kontrollima vähemalt kord kuus.
Keevitatud teraskonstruktsioonide tootmine peaks toimuma vastavalt nende joonistele ja nende alusel välja töötatud monteerimise ja keevitamise tehnoloogilisele protsessile.
Keevitamise tehnoloogiline protsess peaks ette nägema sellise õmbluste paigaldamise korra, milles keevitatud liigendi sisemised pinged ja deformatsioonid on kõige vähem. See peaks tagama maksimaalse keevitatavuse allapoole.
Keevitustööde tegemine meetodil, mida pole täpsustatud tehnoloogilises protsessis ja käesolevas standardis, on keelatud, ilma keevitamise peaspetsialistiga kokku leppimata, tehnoloogilise protsessi diagrammides näidatud keevitusrežiimidest kõrvalekaldumine, keevitustööde järjestus pole lubatud.
Enne keevitamist tuleks kontrollida osade pindu keevisõmbluste asukohtades. Keevitatavad servad peavad olema kuivad. Korrosiooni, mustuse, õli ja muu saastumise jäljed pole lubatud.
Mitteväärismetallil, väljaspool keevisõmbluse piire, on keelatud kaare süütamine ja kraatri toomine mitteväärismetallile.
Välimuselt peaks keevisõmblus olema ühtlase pinnaga, ilma et see langeks ja longus, ning sujuva üleminekuga mitteväärismetallile.
Keevituse lõpus ja enne toote esitamist kvaliteedikontrolli osakonnale tuleb keevitatud õmblused ja külgnevad pinnad puhastada räbust, longusest, metalli pritsimisest, katlakivist ja keevitaja kontrollib seda.
Takistuspunktkeevitamisel ei tohiks elektroodi taandumissügavus mitteväärismetallisse ulatuda üle 20% õhukese osa paksusest, kuid mitte üle 0,4 mm.
Elektroodi kontaktpinna läbimõõdu suurenemine keevitamise ajal ei tohiks ületada 10% tehnoloogilise protsessiga kehtestatud suurusest.
Punktkeevitamiseks kokkupanemisel ei tohiks punktide asukohtades kontaktpindade vahe ületada 0,5.0.8 mm.
Tembeldatud osade keevitamisel ei tohiks vahe ületada 0,2,0,3 mm.
Erineva paksusega osade takistuspunktkeevitamisel tuleks keevitusrežiim reguleerida vastavalt õhema osa paksusele.
Pärast osade kokkupanemist keevitamiseks on vaja kontrollida osade vahelisi lünki. Lünkade suurus peab vastama standardile GOST 14776-79.
Keevitatud õmbluse mõõtmed peavad vastama keevitatud konstruktsiooni joonisele vastavalt standardile GOST 14776-79.
Kriitiliste keevisliidete kokkupanekul ja keevitamisel tuleks toimimiskontrolli teostada kõigis nende valmistamisetappides. Parameetrite juhtimise protsent lepitakse kokku tehnoloogilises protsessis.
Enne keevitamist peaksite kontrollima montaaži õigsust, kinnituste suurust ja kvaliteeti, toote geomeetriliste mõõtmete järgimist, samuti keevitatud servade pinna puhtust, korrosiooni, puuride, mõlgade ja muude defektide puudumist.
Keevitusprotsessi ajal tuleb kontrollida tehnilise protsessiga kindlaksmääratud toimingute jada, üksikuid õmblusi ja keevitusrežiimi.
Pärast keevitamise lõppu tuleks keevitatud vuukide kvaliteedikontroll viia läbi välise uurimise ja mõõtmistega.
Lubatud on kumerad ja nõgusad fileeõmblused, kuid igal juhul tuleks õmbluse jalga käsitada õmblusosasse kirjutatud võrdkülgse kolmnurga jalana.
Kontrollimiseks võib kasutada luubi kasutamata või kuni 10-kordset suurendust.
Keevisõmbluste, punktide ja tuvastatud puuduste mõõtmeid tuleks kontrollida mõõtevahendiga, mille skaalajaotus on 0,1, või spetsiaalsete mallidega.
Keevisõmbluse defektse osa parandamine rohkem kui kaks korda ei ole lubatud.
Keevisliidete välimine kontrollimine ja mõõtmine tuleks läbi viia vastavalt standardile GOST 3242-79.
1.4 Toote tüübi kindlaksmääramine
Kogu metallkonstruktsioone tootev ettevõte kuulub seeriatootmise tüüpi.
Seeriatootmine on palju tõhusam kui ühekordne tootmine, sest seadmeid kasutatakse täiuslikumalt ning töökohtade spetsialiseerumine tagab tööviljakuse. Sõltuvalt partiis olevate toodete arvust ja kinnitustoimingute koefitsiendi väärtusest eristatakse väikese partii, keskmise partii ja suure partii tootmist.
Aastane programm, mis koosneb 140 struktuurist, vastab väikesemahulisele tootmisele ehitusmassiga 17568 kg.
1.5 Monteerimis- ja keevitusmeetodite valik ja põhjendus
Keevitatud konstruktsioonide kokkupanek ühe ja väikesemahulises tootmises võib toimuda märgistamise abil, kasutades kõige lihtsamaid universaalseid seadmeid (klambrid, kiiludega klambrid), millele järgneb tikkimine sama keevitusmeetodi abil nagu keevitatud õmbluste teostamisel.
Seeriatootmise tingimustes toimub keevitamiseks kokkupanek soonega universaalsetele plaatidele, mis on varustatud peatustega, klambritega erinevate klambritega. Universaalsete plaatide puhul tuleks montaaž läbi viia ainult juhul, kui projektis on määratletud sama tüüpi keeviskonstruktsioonid, kuid erineva suurusega. Lihtsaid keevitatud konstruktsioone saab mallide abil kokku panna.
Lisaks võimaldavad montaažiseadmed lühendada montaažiaega ja suurendada tööviljakust, lihtsustada töökeskkonda, suurendada töö täpsust ja parandada keevitatud konstruktsiooni kvaliteeti.
Keevitamiseks kokkupandud osad kinnitatakse kinnitusdetailides ja alustel, kasutades eri tüüpi kruvisid, käsitsi, pneumaatilisi ja muid klambreid.
Ühe või teise keevitusmeetodi valik sõltub järgmistest teguritest:
keevitatava materjali paksus;
keevitatud õmbluste pikkus;
toodete kvaliteedinõuded;
metalli keemiline koostis;
kavandatud tootlikkus;
1 kg deponeeritud metalli maksumus;
Elektrilise kaarkeevitusmeetodi hulgas on enim kasutatud.
käsitsi kaarkeevitus;
poolautomaatsed gaasivarjestusega keevitused;
automaatne keevitamine varjestatud gaaside ja sukeldatud kaare korral.
Käsitsi kaarkeevitus (RDS) madala tootlikkuse ja kõrge töömahukuse tõttu pole seeria- ja masstootmise puhul vastuvõetav. Seda kasutatakse peamiselt ühekordseks ja väikesemahuliseks tootmiseks.
1.6 Keevitusrežiimid
Keevitusrežiim on keevitusprotsessi omaduste kogum, mis tagab kindlaksmääratud suuruse, kuju ja kvaliteediga keevisliidete vastuvõtmise. Kõigi kaarkeevitusmeetodite puhul on sellised omadused järgmised parameetrid: elektroodi läbimõõt, keevitusvoolu tugevus, kaare pinge, elektroodi liikumise kiirus mööda õmblust (keevituskiirus), voolu tüüp ja polaarsus. Mehhaniseeritud keevitusmeetodite korral lisatakse veel üks parameeter - keevitustraadi etteandekiirus ja varjestatud gaasides keevitamisel - kaitsegaasi konkreetne tarbimine.
Keevitusparameetrid mõjutavad keevisõmbluse kuju ja mõõtmeid. Seetõttu on etteantud suurusega kvaliteetse keevisõmbluse saamiseks vaja valida õiged keevitusrežiimid, lähtudes keevitatava metalli paksusest, vuugi tüübist ja selle asukohast ruumis. Õmbluse kuju ja mõõtmeid mõjutavad mitte ainult keevitusrežiimi põhiparameetrid; aga ka sellised tehnoloogilised tegurid nagu voolu tüüp ja tihedus, elektroodi ja toote kaldenurk, elektroodist välja jääv tihend, vuugi konstruktsiooniline kuju ja tühiku suurus.
Keevitusrežiimi arvutamine tehakse alati konkreetse juhtumi korral, kui on teada ühenduse tüüp, keevitatava metalli paksus, traadi klass, vool või varjestusgaas, samuti kaitsemeetod sulametalli voolu eest. Seetõttu tuleks enne arvutuse alustamist paigaldada antud keevitatud vuugi konstruktsioonielemendid vastavalt GOST 8713-79 või GOST 14771-76.
Filee-keevisõmbluste puhul võib läbitungimissügavuse võtta:
N PR \u003d 0,6 d \u003d 0,65 \u003d 3 mm (3)
1.7 Keevitustarvikute valik
Keevitusmaterjalide valiku üldpõhimõtteid iseloomustavad järgmised põhitingimused:
keevitatud vuugi vajaliku töötugevuse tagamine, s.t. keevismaterjali mehaaniliste omaduste kindlaksmääratud tase koos mitteväärismetalliga;
keevismetalli vajaliku järjepidevuse tagamine (ilma pooride ja räbu lisanditeta või nende defektide minimaalse suuruse ja arvuga keevisõmbluse pikkuse ühiku kohta);
puuduvad kuumad praod, s.t. piisava tehnoloogilise tugevusega keevismetalli saamine;
metalli, õmbluse eriomaduste kompleksi saamine (kuumuskindlus, kuumuskindlus, korrosioonikindlus).
Keevitustarvikute valimine toimub vastavalt aktsepteeritud keevitusmeetodile.
Keevitustarvikute konkreetsete tüüpide ja klasside valimine ja põhjendamine peaks toimuma kirjandusallikate põhjal, võttes arvesse nõudeid.
Mehhaanilise keevitamise jaoks kasutatava terastraadi valimine toimub vastavalt standardile GOST 2246-70, mis näeb ette 0,3 kuni 12 mm läbimõõduga keevitamiseks mõeldud terastraadi valmistamise.
Keevitustraat alumiiniumi ja selle sulamite keevitamiseks tarnitakse vastavalt standardile GOST 7881-75.
Tabel 3 - elektroodi läbimõõdu ja keevitatavate osade paksuse suhe
Tabel 4 - elektroodide valimine keevitamiseks
|
Keevitatavate toorikute materjal |
Elektritüüp |
Katte tüüp elektrood |
Elektroodide kaubamärk |
Märge |
|
|
Madal süsinikusisaldus |
DC keevitamine |
||||
|
UONI-13/45, SM-11 |
Alalis- ja vahelduvvool |
||||
|
Keskmine süsinik |
Pidev vool. Seda kasutatakse mittekriitiliste konstruktsioonide keevitamiseks |
||||
|
Pidev vool. Kriitiliste struktuuride keevitamiseks |
|||||
|
Madala süsinikusisaldusega, madala legeerterased |
Kuumakindlate teraste, näiteks 12XM, 15XM, keevitamiseks. Alalis- ja vahelduvvool |
||||
|
Terasest keevitamiseks, tüüp 15X. Pidev vool |
Tabel 5 - teraskonstruktsioonide keevisliidete materjalid, mis teostatakse käsitsi elektrikaarkeevitusega
|
Kliimapiirkondade struktuurirühmad |
|||
|
kaetud elektroodid tüüpi vastavalt GOST 9467-75 * |
|||
|
2, 3 ja 4 - kõigis linnaosades, välja arvatud I 1, I 2, II 2 ja II 3 |
|||
|
S345, S345T, S375, S375T, S390, S390T, S390K, S440, 16G2AF, 09G2S |
|||
|
1 - kõigis piirkondades; 2, 3 ja 4 - aladel I 1, I 2, II 2 ja II 3 |
S235, S245, S255, S275, S285, 20, VSt3kp, VSt3ps, VSt3sp |
||
|
S345, S345T, S375, S375T, 09G2S |
|||
|
S390, S390T, S390K, S440, 16G2AF |
Tabelitest 3,4,5 lähtudes valime elektroodi:
Bränd UONI-13/45
Alalis- ja vahelduvvool
Läbimõõt 5-6 mm
Konstruktsioonide rühm kliimapiirkondades 2, 3 ja 4 - kõigis piirkondades, välja arvatud I1, I2, II2 ja II3.
1.8 Keevitusseadmete, tehnoloogiliste seadmete, tööriistade valik
Vastavalt väljakujunenud tehnoloogilisele protsessile valitakse keevitusseadmed. Valiku peamised tingimused on:
keevitusseadmete tehnilised omadused, mis vastavad vastuvõetud tehnoloogiale;
väikseimad mõõtmed ja kaal;
suurim kasutegur ja madalaim energiatarve;
minimaalsed kulud.
Keevitusseadmete valimise peamine tingimus on tootmise tüüp.
Nii et ühe- ja väikesemahulise tootmise jaoks on majanduslikel põhjustel vaja odavamaid keevitusseadmeid - trafode, alaldite või poolautomaatsete seadmete keevitamiseks, eelistades seadmeid, mis töötavad toiteallikaga kaitsvas gaasikeskkonnas - alaldid.
Me valimeAlaldikeevitamineVD-313 mõeldud terasest toodete käsitsi kaarkeevitamiseks kaetud elektroodidega alalisvoolul. Keevitusvoolu reguleerib horisontaalse magnetilise šundi mehaaniline liikumine lõpmata. Keevitusalaldi VD-313 kaarevool kalibreeritakse šundi välispinnal. Algne šundi juhtimismehhanism vähendab dramaatiliselt keevitusrežiimi muutmiseks kuluvat aega. Keevitusalaldi VD-313 erinevad lihtsuse, konstruktsiooni töökindluse, väikese kaalu, liikuvuse poolest ja keevisomaduste poolest ei ole see halvem kui tuntud VD-306 keevitusalaldi. VD-313 toodetakse nii seadmetega kui ka ilma.
Joonis 2 - AlaldikeevitamineVD-313
TehnilinespetsifikatsioonidalaldikeevitamineVD-313:
Toitepinge, V 3x380 Keevitusvoolu reguleerimise piirid, A 60-315 Nominaalne keevitusvool, A 315 Nominaalne töörežiim keevitustsükli kestusega 10 minutit, PN,% 60 Nominaalne tööpinge, V 32 Avatud vooluahela pinge, V, mitte enam 70 Esmane võimsus, kVA, mitte rohkem kui 26 Kaal, kg 95 Üldmõõtmed (LxWxH), mm 964x570x827
AlaldikeevitamineVD-313:
Lõpmatult reguleeritav keevitusvool Liikuvate mähiste tagasilükkamine Sundjahutus
seal onalaldiblokeerida (dioodsild) selle keevitusalaldi jaoks.
1.9 Monteerimise ja keevitamise tehniliste standardite kindlaksmääramine
Keevitustoimingu koguaeg T sv, tund, määratakse järgmise valemi abil:
T sv \u003d t o + t p.z. + t sisse + t obs + t p; kus h;
t lk. \u003d 10% t umbes \u003d 0,14,613 \u003d 0,413 h;
t in \u003d t e + t cr + t ed + t cl \u003d 0,08 + 0,142 + 0,105 + 0,05 \u003d 0,377 h;
t obs \u003d (0,06 ... 0,08) · t umbes \u003d 0,323 tundi.
Tw \u003d 4,613 + 0,413 + 0,377 + 0,323 + 0,33 \u003d 6,06 h.
1.10 Ladestunud metalli koguse, keevitusmaterjalide ja elektri tarbimise arvutamine
Sadestunud metalli mass määratakse järgmise valemi abil:
kg;
Poolautomaatse keevitamise korral määratakse toote voolu tarbimine G f, kg järgmise valemi abil:
Gel \u003d (1,4 ... 1,6) · M NMR \u003d 32,909 kg;
Tabel 3 - Materjali tarbimise kokkuvõtlik tabel
1.11 Varustuse koguse ja selle koormuse arvutamine
Vajalik seadmehulk arvutatakse vastavalt protsessi andmetele.
Me määrame seadme tegeliku tööaja Fd, h järgmise valemi järgi:
F D \u003d (D p · t n-D pr · t c) · K pr · K c \u003d (2538-91) 0,951 \u003d 1914,25 h;
Me määrame kogu töömahu, programmid T umbes, n-h, keevitatud konstruktsioonid vastavalt tehnilise protsessi toimingutele:
koost: n-h;
keevitamine: n-h;
lukksepp: n-h.
Tabel 4 - keevitatud konstruktsioonide tootmiseks vajamineva tööjõu loetelu
Arvutame seadmete arvu С p vastavalt tehnilise protsessi toimingutele:
aktsepteeritud varustuskogus C n \u003d 1,1,1 tk.
Seadmete koormuskoefitsiendi arvutamine.
Iga toimingu kohta:
Arvutatud keskmine:
1.12 Töötajate arvu arvutamine
Me määrame tootmistöötajate arvu (koostajad, keevitajad). Peamiste töötajate arv P orp määratakse iga toimingu jaoks järgmise valemi abil:
inimesed;
inimesed;
inimesed;
me määrame abitööliste arvu Р вр järgmise valemi abil:
inimesed;
määrame töötajate arvu P sl järgmise valemi järgi:
inimesed;
sealhulgas juhtide (meistrite) P-käte arv vastavalt valemile:
inimesed;
Spetsialistide (tehnoloogide) P arvu arvutatakse järgmise valemi abil:
inimesed;
Määrake tehniliste täitjate (ajavõtjate) arv P tech. isp., vastavalt valemile:
inimesed
Sisestage arvutuste tulemused tabelisse 16.
Tabel 5 - töötajate arv
1.13 Seadmete hooldus- ja kasutuskulud
Energiajõu W maksumus, kWh, määratakse järgmise valemi abil:
kWh;
1.14 Keevitusdeformatsioonide käsitlemise meetodid
Püsivate deformatsioonide ja pingetega võitlemiseks tuleks järgida järgmisi reegleid.
Konstruktsioonide kokkupanemisel kasutage võimaluse korral montaažiseadmeid (tugivardad, kiilud jne), tagades keevitatud konstruktsioonide vaba liikumise õmbluste kokkutõmbumisel. Taskuid saab kasutada ainult õhukeste metalldetailide (3–5 mm) vuukide ja vööriidete jaoks. Rangelt tuleb järgida täppide mõõtmeid, lünki ja elementide joondamist.
Viige läbi vajalik keevitusõmbluste jada; kahepoolse õmbluse vahelduvad kihid. Vältige õmblusesse siseneva soojuse väärtuse ületamist (keevitusvoolu tugevuse suurendamine võrreldes kasutatavate elektroodide tüübi ja läbimõõduga soovitatavaga).
Enne keevitamist kasutage osade jäika kinnitust, et nende deformatsioone (kui see on ette nähtud tehnoloogilises märkuses või juhendis) kasutada tihvtide või kinnitusdetailide abil; kasutage deformatsioonide ja pingete vähendamiseks keevitusprotsesside ajal konstruktsioonide vibratsiooni.
Plastist teraste ja metallide keevitamisel kasutage kohe pärast keevitamist õmbluskihtide sepistamist (kui see on tehnoloogilises märkuses ette nähtud).
Kasutage lehtmetalliosade esialgset painutamist tagasi.
Lehtmahutite (põhjad ja korpused) keevitamisel keevitage kõigepealt lehtede vahelised vuugid ja seejärel ribade või lintide vahelised vuugid; vastupidises järjekorras pole välistatud pragude ilmumine õmbluste ristumiskohas, samuti konstruktsioonide läbimõõdu suurenemine.
Vajadusel kasutage eel- ja samaaegset kuumutamist.
Kandke vajadusel keevitatud vuugide üldist või kohalikku kuumtöötlust.
Pärast keevituskonstruktsioonide deformeerumist sirgendamist kasutatakse tehastes ja töökodades laialt, konstruktsioonide kuju ja suuruse lubamatu moonutamisega.
Mõnikord kasutatakse punnimise kõrvaldamiseks kombineeritud termomehaanilist meetodit. Selleks kuumutage see mõhk ümbermõõdu temperatuurini 700–800 ° C ja koputage seejärel ühtlaselt puust vasaraga, asetades plaadi või mõne muu toe teisele küljele, mis hõlbustab metalli plastset deformeerumist ja kõrvaldab mõhk.
1.15 Kvaliteedikontrolli meetodite valik
Enne kasutamist tuleb keevitustarbeid kontrollida:
sertifikaadi olemasolu (elektroodide, traadi ja vooluhulga) olemasolu kohta selles esitatud andmete täielikkuse ja nende vastavuse osas standardi nõuetele, tehnilistele tingimustele või konkreetsete keevitusmaterjalide passi nõuetele;
sobivate siltide (siltide) või siltide olemasolu kohta igas pakkimiskohas (pakk, kast, kast, hank, mähis jne) koos nendes täpsustatud andmete kontrollimisega;
pakendite ja materjalide endi kahjustuste puudumine;
gaasiballoonide standardiga reguleeritud vastava dokumendi kättesaadavuse eest.
Teraskonstruktsioonide keevisliidete kvaliteedikontroll viiakse läbi:
väline kontroll 100% õmbluste geomeetriliste mõõtmete ja kuju kontrollimisega;
mittepurustavaid meetodeid (radiograafia või ultraheli puuduste tuvastamine) vähemalt 0,5% õmbluse pikkusest. Mittepurustavate või muude meetoditega juhtimise ulatust suurendatakse juhul, kui see on ette nähtud KM või NTD (PTD) joonistel.
Teraskonstruktsioonide keevisliidete kvaliteedikontrolli tulemused peavad vastama SNiP 3.03.01-87 (punktid 8.56-8.76) nõuetele, mis on esitatud 14. liites.
Keevitatud õmbluse mõõtmete kontrollimine ja tuvastatud defektide suuruse määramine tuleks läbi viia mõõtevahendiga, mille mõõtetäpsus on ± 0,1 mm, või spetsiaalsete mallidega õmbluste geomeetriliste mõõtmete kontrollimiseks. Välisteks uuringuteks on soovitatav kasutada suurendusklaasi suurendusega 5-10x.
Igat tüüpi ja suurusega praod konstruktsioonide keevitatud vuukide õmblustes ei ole lubatud ja need tuleb kõrvaldada järgneva keevitamise ja juhtimisega.
Konstruktsioonide keevitatud vuukide kontrollimine mittepurustavate meetoditega tuleks läbi viia pärast väliskontrolli abil avastatud lubamatute defektide parandamist.
Keevitatud liigeste valikuline kontroll, mille kvaliteeti vastavalt projektile tuleb kontrollida mittepurustavate füüsiliste meetoditega, peaks toimuma nii aladel, kus välise kontrolli käigus tuvastati puudused, kui ka õmbluste ristumiskohtades. Kontrollitava ala pikkus on vähemalt 100 mm.
Konstruktsioonide keevitatud vuukide õmblustes, mis on püstitatud või mida kasutatakse aladel, mille projekteerimistemperatuur on alla miinus 40 ° C kuni –65 ° C (kaasa arvatud), on lubatud sisevead, mille ekvivalentpind ei ületa poole lubatud hinnangulise pindala väärtustest. Sel juhul tuleb väikseim otsingupiirkond poole võrra vähendada. Defektide vaheline kaugus peab olema vähemalt kaks korda suurem kui hindamisala pikkus.
Liigendites, mida saab keevitada mõlemalt küljelt, samuti tugijalgade vuukides, ei tohiks hinnatud sektsioonide (väliste, sisemiste või mõlema) defektide kogupind ületada 5% selle sektsiooni keevisõmbluse pikilõikepindalast.
Taustteta vuukides, millele saab keevitada ainult ühelt poolt, ei tohiks hinnatud sektsiooni kõigi defektide kogupind ületada 10% selle sektsiooni keevisõmbluse pikilõigust.
Keevitatud liigendid, mida kontrollitakse ümbritseva keskkonna negatiivsetel temperatuuridel, tuleks kuivatada kuumutamise teel, kuni külmunud vesi on täielikult eemaldatud.
1.16 Ohutus, tulekahjude vältimine ja keskkonnakaitse
Tulenevalt asjaolust, et inimkehal on oma takistus, ei tohiks inimesele mõjuv ohutu pinge olla suurem kui 12 V. Seega, kui avatud vooluahela pinge käsitsi kaarkeevituse ajal ulatub 80 V-ni ning plasma lõikamise ja keevitamise ajal 200 V-ni, tagades ohutusstandardid koosneb voolu kandvate kaablite usaldusväärsest isolatsioonist ja keevitusvooluallikate usaldusväärsest maandamisest. Elektrilöögi vältimiseks peavad seadmed olema kaare purunemise korral varustatud automaatse voolukatkestussüsteemiga. Samuti tuleb elektroodi hoidik isoleerida, et vältida juhuslikku kontakti toodete ja voolu kandvate seadmetega. Kontaktide loomine kõrgepingeahelate klemmidega on rangelt keelatud.
Koht, kus keevitusseade asub, tuleb tarastada mittesüttivast materjalist vaheseinaga. Valguse peegelduse mõju vähendamiseks on soovitatav seinad värvida mattvärvides.
Lõikamisel ilmnevad sulametalli pritsmed, mis on oht keevitusseadmetele. Seetõttu ei ole seadmetes lubatud hoida määrdeaineid ja tuleohtlikke materjale. Tulekahju tekkimisel ei pruugita seda kohe märgata, seetõttu tuleks töö lõppedes töökohta hoolikalt kontrollida võimaliku tulekahju suhtes.
Kaarkeevitusel saastatakse atmosfääri peamiselt vingugaasi, lämmastiku, vesinikfluoriidi ja toksiliste ainete - fluoriididega. Spetsiaalsete omadustega legeeritud kuumakindlate ja eriti legeeritud teraste keevitamisel ilmnevad keevitustolmudes kroomi, nikli, molübdeeni ühendid, mis saastavad atmosfääri ja settivad pinnasele.
Ventilatsiooni arvutamine montaaži- ja keevituspiirkonna töökohtadel.
Kohalikku imemist saab kombineerida tehnoloogiliste seadmetega ja mitte seadmetega ühendada. Need võivad olla statsionaarsed ja mittestatsionaarsed, liikuvad ja liikumatud.
Saastunud õhu heitgaasi maht tunnis L, arvutatakse järgmise valemi abil: m 3 / h:
m 3 / h;
Valime vastavalt tabelile 17 ventilaatori nr 2 õhuvahetusega 1000 m 3 / tunnis, elektrimootoriga 4A100S2U3.
Montaaži- ja keevitusala valgustus
Montaaži- ja keevituspoodides on soovitatav luua kaasaskantavate kohalike valgustusseadmete abil lokaalse või ühtlase üldvalgustuse üldvalgustussüsteem. Keevitustööde valgustasemed seatakse vastavalt luminofoorlampide eeskirjadele E cf \u003d 150 lx, hõõglampidele E cf \u003d 50 lx.
Valgustuseks vajalike laternate L arv arvutatakse valemi abil
A \u003d 12 * 21 \u003d 252 m 2;
pCS.
Järeldus
Selles kursusprojektis vaadeldakse F1 sõrestiku teraskonstruktsiooni, mis on valmistatud kuumuskindlast konstruktsioonist, madala legeeritud terasest 17GS. Keevitatud konstruktsiooni elemendid ühendatakse fileekeevisõmblustega, mis on paigaldatud vastavalt standardile GOST 5264-80 "Käsitsi kaarkeevitus. Keevitatud liigendid. Põhitüübid, konstruktsioonielemendid ja mõõtmed". UONI-13/45 klassi elektroodid valiti vastavalt standardile GOST 7881-75.
Valiti AlaldikeevitamineVD-313mis vastab põhinõuetele.
Seadmete koguse ja selle koormuse arvutamisel oli keskmine koormuskoefitsient 0,211, mis näitab võimalust suurendada tootmismahtu ja suurendada aastaprogrammi.
Viidete loetelu
1. Blinov A.N. Keevitatud konstruktsioonid. - M .: Stroyizdat, 1990. - 350 lk.
2. Verkhovenko L.V., Tunin A.N. Käsiraamat - keevitaja.: Kõrgkool, 1990. - 497 lk.
3. Kozvyakov A. F., Morozova L.L. Töökaitse masinaehituses. - M .: Mashinostroenie, 1990. - 255 lk.
4. Kurkin S.A., Nikolaev G.A. Keevitatud konstruktsioonid. - M .:. Keskkool. 1991 .-- 397 lk.
5. Mihhailov A.I. Keevitatud konstruktsioonid. - M .: Stroyizdzt. 1993. - 366 lk.
6. Stepanov B.V. Keevitaja käsiraamat. - M .: Kõrgem kool, 1990. - 479-ndad.
7. E Belokon V. M - keevitatud konstruktsioonide tootmine. - Mogilev. 1998. - 139 s.
8. Voldid M.E. Töökaitse keevitamise ajal masinaehituses - M .: Masinaehitus, 1978. - 186 lk.
9. Belov S.V., Brinza V.N. ja muud tootmisprotsesside ohutus: käsiraamat - Moskva: Mehhaaniline ehitus, 1985. - 448 lk.
Postitatud saidil Allbest.ru
Sarnased dokumendid
Keevitatud konstruktsiooni materjali valimine ja valiku põhjendamine. Tootmisviisi määramine. Montaaži ja keevitustoimingute jada koos monteerimismeetodi valikuga, keevitamine, montaaži- ja keevitusseadmed, keevitusrežiimid, keevitusmaterjalid.
tähtajaline töö lisati 16.05.2017
Keevitatud konstruktsiooni eesmärk - kirjeldus ja töötingimused - lamellide hoidla seinaraam. Keevitatud konstruktsiooni ja keevitustarvikute materjali valiku põhjendus. Keevitusrežiimide arvutamine. Toorikute kinnitamiseks vajalike jõudude määramine.
kursuskiri, lisatud 05.05.2014
Keevitatud konstruktsiooni terase klassi valiku omadused ja põhjendus. Töökoha korraldus, toiteallika, elektroodide ja keevitusrežiimi valik. Valtsitud toodete ja keevitusmaterjalide tarbimise määramine. Kvaliteedikontroll ja puuduste kõrvaldamise meetodid.
tähtajaline töö lisatud 01.01.2016
Keevitamine kui üks levinumaid tehnoloogilisi protsesse materjalide ühendamiseks. Tala struktuuri kirjeldus. Keevitatud konstruktsiooni metalli valik ja põhjendamine. Keevitusseadmete valik, keevitusmeetod ja keevisliidete kvaliteedikontrolli meetodid.
kursuskiri, lisatud 13.02.2014
Keevitatud konstruktsiooni eesmärk, omadused ja töötingimused. I-talade keevitusmeetodi valimine ja põhjendamine. Keevitustarvikute tarbimise määramine. Keevisõmbluste ja keevitusrežiimide parameetrite määramine. Toote kvaliteedikontroll.
lõputöö, lisatud 02.03.2016
Sööturikorpuse kirjeldus ja eesmärk. Materjali valik keevitatud konstruktsiooni, seadmete ja tööriistade jaoks. Keevitusmeetodi mõistlik valik, võttes arvesse tänapäevaseid tehnoloogiaid. Valmistamistehnoloogia ja keevitatud konstruktsiooni kvaliteedikontroll.
tähtajaline töö lisati 29.05.2013
Keevitatud konstruktsiooni määramine, kirjeldus, töötingimused. Keevitatud konstruktsiooni materjali põhjendamine. Keevitatud konstruktsiooni valmistatavus. Ettevõttes olemasoleva tehnoloogilise protsessi kriitiline analüüs. Töökoja ala paigutus, transpordi valik.
kursuskiri, lisatud 14.06.2009
Parameetrite valik keevitatud konstruktsiooni valmistamise tehnoloogiliseks protsessiks, peamiselt blanketi-, montaaži- ja keevitustöödeks. Riiuli eesmärk ja paigutus rõdu all. Alumiiniumi ja selle sulamite gaaskeevitamise tehnoloogiline protsess ja toimingud.
tähtajaline töö lisatud 01/19/2014
Terasest 09G2S valmistatud metallkonstruktsiooni omadused: keemiline koostis ja mehaanilised omadused. Keevitusmaterjalide ja -seadmete valik. Mehhaniseeritud keevitusrežiimide arvutamise metoodika. Metali ettevalmistamine keevitamiseks. Defektide ja õmbluste kvaliteedikontroll.
kursusetöö, lisatud 14.05.2013
Projekteeritud konstruktsiooni, keevitusmeetodi, keevitusmaterjalide ja -seadmete kirjeldused. Ülevaade elektroodi tüübi valikust sõltuvalt keevitatava terase kvaliteedist, lehe paksusest, ruumilisest asendist, keevitustingimustest ja keevitatud konstruktsiooni tööpõhimõttest.
Sissejuhatus
Keevitamine on püsiliidete saamise protsess, luues kuumutamise ja plastilise deformatsiooni ajal keevitatavate osade vahel interatoomilised sidemed (GOST 2601-84).
Keevisliide on keevitamise teel saadud püsiliige, mida iseloomustab struktuuri pidev struktuur, side ja konstruktsiooni tugevus. Keevitamine on üks levinumaid tehnoloogilisi protsesse. Keevitamine hõlmab eneset keevitamist, pindamist, kõvajoodisega jootmist, liimimist, kõvajoodisega jootmist, pihustamist ja mõnda muud toimingut.
Termotuumasünteesi keevitamise ajalugu algab palju hiljem kui sepatöö, mida teatakse palju sajandeid eKr
Esimest korda väljendas metallisulamite elektriliste sädemete praktilise rakendamise võimalust 1753. aastal Venemaa Teaduste Akadeemia akadeemik GR Rikhman, kes viis läbi mitmeid atmosfääri elektrienergia uuringuid.
1802. aastal avastas Peterburi sõjaväe-kirurgilise akadeemia professor V.V.Petrov võimsa galvaanilise raku abil elektrikaare nähtuse. Ta tõi välja ka selle võimalikud rakendusalad.
Esimese elektromagnetilise generaatori lõi 1849. aastal ameeriklane K. Stack. Enne seda olid vaid üksikud katsed metallide keevitamiseks galvaaniliste elementide abil. 1882. aastal pakkus leiutaja N.N.Bernados välja meetodi metallide kindlaks ühendamiseks ja eraldamiseks elektrivoolu otsese toimimisega.
N. N. Bernados ja N. G. Slavyanov panid aluse keevitusprotsesside automatiseerimisele, luues esimesed seadmed elektroodi mehhaniseeritud sisestamiseks kaare sisse.
1928. aastal kasutas ameerika teadlane A. Alexander esimest korda keevitusala kaitsmiseks gaasi. Kuid see meetod ei leidnud sel ajal kaitsegaaside saamise keerukuse tõttu tööstuslikku rakendust. Keevitamine süsinikdioksiidis sisalduva elektroodiga viidi kõigepealt läbi
N. G. Ostapenko.
Aastal 1942 patenteerisid ameeriklased argooniga varjestatud keevitamise. 1952. aastal töötati teadusdoktori professor K.F.Lyubavsky juhtimisel välja väga produktiivne ja ökonoomseim meetod keevitamiseks süsinikdioksiidi keskkonnas, mis moodsates masinaehitustes moodustab umbes 30% kõigi keevitustoimingute mahust.
Keevitamine võimaldab ühendada peaaegu kõiki tööstuses kasutatavaid materjale - metalle, plasti, keraamikat. Keevitamine kui tehnoloogiline protsess võimaldab luua konstruktsioone, millel on kõrge jõudlus, suure kokkuhoiuga materjalid ja aeg konstruktsioonide tootmisel.
Protsessi ja tootmise automatiseerimine ning mehhaniseerimine, selle suur juhitavus võimaldab teil disaini pidevalt keeruliseks muuta või hõlbustada, samuti luua ainulaadseid ja ainulaadseid disainilahendusi.
Kursuse projekti eesmärk:
Arendada välja valtsimise, monteerimise ja keevitamise tehnoloogiline protsess, kasutades keevitamise tehnoloogia uusimaid saavutusi, et vähendada töömahtu ja energiakulu tootmise ajal.
Ehituse kirjeldus
See disain - õhujahuti on mõeldud veeauru kondenseerumiseks õhu jahutamise ajal. Vastavalt tehnoloogilisele klassifikatsioonile viitab metallkonstruktsioon katlamahuti tüüpi lehtterasest lehtkonstruktsioonidele. Kestkonstruktsioonid töötavad liigse rõhu, staatilise koormuse ja kõrge temperatuuri tingimustes, agressiivses keskkonnas, seetõttu kehtestatakse konstruktsioonile järgmised nõuded: korrosioonikindlus, tugevus, jäikus, tihedus.
Keevisõmblused peavad olema konstruktsiooni staatilise koormuse katsetamise tõttu tugevad ja lekkekindlad.
Õhujahutil on konkreetsed mõõtmed:
1. Pikkus - 1780 mm
2. Kõrgus - 1350 mm
3. Väline läbimõõt - 1350 mm
4. Siseläbimõõt - 1080 mm
5. Kaal - 1040 kg
Tabel 1 Kujundus
Spetsifikatsioonid
Konstruktsiooni valmistamise spetsifikatsioonid.
Õhkjahuti on toodetud vastavalt väljatöötatud tehnoloogilisele protsessile ja toote töö kvaliteedikontrolli rakendamisele.
Metali ettevalmistamine keevitamiseks võib toimuda mehaaniliselt või plasma lõikamisega, tagades töödeldud elementide kuju, suuruse ja kvaliteedi.
Kokkupanek ja keevitamine tuleb läbi viia vastavalt joonistel või GOST 14771. toodud mõõtmetele ja tolerantsidele. Keevitamiseks mõeldud kokkupanekul teostatakse vuugid poolautomaatse keevitamisega argoonis traadiga Sv-07X19N10B.
Teipimine peab tagama sadestunud metalli keemilise koostise ja mehaanilised omadused ning olema vähemalt mitteväärismetalli ja.
Lõikamine peab toimuma ilma sisselõigete, läbipõlemiste ja avatud kraatriteta. Haarde kõrgus ei tohiks ületada poolt õmbluse ristlõikepindalast. Haarde pikkus peaks olema võrdne õhema osa paksusega kolm või neli korda, kuid mitte üle 35 mm. Klambrite vahekaugus on 300 - 350 mm. Poolautomaatse keevitamise korral lõigatakse madala õhu kvaliteediga keevisõmblused õhkkaare abil välja või sulatatakse või eemaldatakse veskiga.
Üksikute sõlmede ja kogu kere keevitamist saab alustada alles pärast QCD-komplekti aktsepteerimist.
Kõik keevisõmbluste servad ja külgnevad alad tuleb puhastada 20 mm laiuseks paljasteks metallideks. Keevitamine toimub poolautomaatse seadmega hallis kaitsegaasis - esmaklassilises argoonis. vastavalt joonisel täpsustatud otsusele või tehnoloogilise protsessi väljatöötamise käigus vastu võetud otsusele kasutada keevitustraati Sv - 07X18N10B.
Keevitajatel, kes on saanud 21-aastaseks, vähemalt 4-kuulise töökogemusega, vähemalt 6-kuulise töökogemusega mehhaniseeritud keevitamisel, läbinud spetsiaalse teoreetilise ja praktilise koolituse ning läbinud eksamiproovid vastavalt Kotlonadzori reeglitele, omades spetsiaalset tunnistust, lubatakse teha töid õhujahuti keevitamisel. Keevitatud liigeste kvaliteeti kontrollitakse visuaalse kontrolliga vastavalt standardile GOST 3242-79. Iga keevitaja, kes on õmbluse lõpetanud, peab panema isikliku templi. Pärast metallkonstruktsiooni aktsepteerimist paneb kvaliteedikontrolli osakonna inspektor isikliku templi ja koostab vastuvõtmisakti - keevitusseadme üleandmise. LÕPETAMATA! Kontroll!
VALGEVENE VABARIIGI HARIDUSMINISTEERIUM
BOBRUISKI RIIGI MASINATE EHITUS
PROFESSIONAALNE TEHNIKAKOLLEEG
Eriala 2-36 01 06 Varustus ja
keevitustehnoloogia
Spetsialiseerumine 2 - 36 01 06 02 keevitatud toodete tootmine
konstruktsioonid
Tehniku \u200b\u200bkvalifikatsioon
KOKKU LÕPPSENUD
eridistsipliinide tsüklikomisjon asetäitja. PMi direktor
Protokoll nr __, kuupäev "__" _________ 20__. ________ Blizzard S.I.
Keskkomitee esimees ______ "__" ___________ 20__
JUHISED
rakendada
lõputöö
Spetsiaalsete õpetajate poolt välja töötatud. distsipliinid
N.M. Rogomantseva
K. D. Juhnevitš
insenerigraafika õpetaja
JAH. Melnikov.
Kursuse projekti üldsätted, koostis ja sisu 4
Sissejuhatus 5
1 Tehnoloogiaosa 6
1.1 Keevitatud konstruktsiooni kirjeldus, selle eesmärk 6
1.2 Keevitatud konstruktsiooni materjali põhjendus 6
1.3 Keevitatud konstruktsiooni valmistamise tehnilised andmed 7
1.4 Tootetüübi määratlus 11
1.5 Monteerimis- ja keevitusmeetodite valik ja põhjendus 12
1.6 Keevitusrežiimid 15
1.7 Tarbekaupade valik 20
1.8 keevitusseadmete, tehnoloogiliste seadmete valik
tööriist 21
1.9 Monteerimise ja keevitamise tehniliste standardite kindlaksmääramine 22
1.10 Sadestunud metalli koguse arvutamine, keevitustarve
materjalid, elekter 25
1.11 Varustuse koguse ja selle koormuse arvutamine 28
1.12 Töötajate arvu arvutamine 30
1.13 Seadmete hooldus- ja tegevuskulud 32
1.14 Keevitusdeformatsioonide käsitlemise meetodid 33
1.15 Kvaliteedikontrolli meetodite valik 33
2 Kujundusjaotis 34
2.1 Veeru kujunduse kirjeldus 34
2.2 Keevitatud konstruktsiooni metalli valik ja põhjendamine 34
2.3 Kolonnriba arvutamine ja kujundamine 34
2.4 Ühendusribade arvutamine ja kujundamine 36
2.5 Veergude harudele ribadega kinnitatavate keevisõmbluste arvutamine 38
2.6 Veeru aluse arvutamine ja kujundamine 39
2.7 Kolonnipea ja selle ühenduste arvutamine ja kujundamine 42
2.8 Keevitusmeetodi ja keevisõmbluse kvaliteedikontrolli meetodite valik
ühendused 43
2.9 Keevitusrežiimide ja keevitusseadmete valimine 43
3 Töökaitse osa 45
3.1 Ventilatsiooni arvutamine monteerimis- ja keevituskohtades
krunt 45
3.2 Montaaži- ja keevitusala valgustus 47
4 Majandusosa 49
4.1 Materjalikulude arvutamine 49
4.2 Tootmistöötajate palga arvutamine, mahaarvamised ja
maks tema käest 50
4.3 Toote kogumaksumuse arvutamine 53
4.4 Tootmisprotsesside võimaluste võrdlus
Kokkuvõte 59
Kasutatud allikate loetelu
Standardid 62
Liide A. Keevitatud konstruktsiooni spetsifikatsioon
Liide B. Monteerimis- ja kinnitusseadme spetsifikatsioon
ÜLDSÄTTED, KOOSTIS JA Sisu
DIPLOMA PROJEKT
Diplomiprojekt on väljaõppe viimases etapis teostatav keeruline iseseisev loominguline töö, mille käigus õpilane lahendab määratud kvalifikatsiooni haridustasemele vastavad konkreetsed kutseülesanded, mille alusel otsustab riiklik kvalifikatsioonikomisjon erialase kvalifikatsiooni määramise õpilasele.
Lõppenud lõputöö koosneb seletuskirjast, mis sisaldab 50–70 lehekülge käsitsi kirjutatud teksti või 20–40 lehekülge trükitud teksti. Graafiline osa teostatakse 4 joonistuspaberi lehel.
Lõpuprojektide teema peaks kajastama konkreetseid ülesandeid, millega kodumaised masinaehitusettevõtted silmitsi seisavad. See peaks ette nägema vastava keevitatud konstruktsiooni kokkupaneku ja keevitamise tehnoloogilise protsessi kavandamise, tootes selle teatud maht aastas. Tehnoloogiline protsess peab vastama vastava tööstuse tänapäevasele tasemele.
Tehase põhi-, keevitus- ja abimaterjalide kasutamisel peaks tehnoloogilise protsessi uus versioon olema progressiivsem, pakkuma suuremat tööviljakust, vähendama keevitatud konstruktsioonide valmistamise tehnoloogilisi kulusid ja parandama nende kvaliteeti.
Diplomiprojektide teemat tuleks arutada tsüklilise komisjoni koosolekul ja heaks kiita direktori asetäitja õppeasutustes.
Diplomiprojektis otsuse tegemise, seletuskirja, graafilise osa, tehnoloogilise protsessi dokumentide komplekti täitmise kvaliteedi, samuti töö õigeaegse valmimise eest vastutab autor-üliõpilane ja juht.
SISSEJUHATUS
Sissejuhatuses on vaja lühidalt kirjeldada andmeid keevitamise arengu ja keevitatud konstruktsioonide kasutamise kohta, milliseid kõrgtehnoloogilisi keevitatud konstruktsioonide kokkupaneku ja keevitamise meetodeid kasutatakse praeguses etapis Valgevene Vabariigis ja välismaal.
1 TEHNOLOOGIA OSA
1.1 Keevitatud konstruktsiooni kirjeldus, selle eesmärk
Kirjeldage keevitatud konstruktsiooni eesmärki, selle töötingimusi, konstruktsiooni, keevitatavate osade tühjendamise meetodeid, uurige kirjandust:, ja näidake, kas see konstruktsioon vastab tehnoloogilistele keevitatud konstruktsioonide nõuetele. Esitage keevitatud konstruktsiooni üldmõõtmed ja kaal.
1.2 Keevitatud konstruktsiooni materjali põhjendamine
Keevitatud konstruktsiooni materjali põhjendamisel tuleks arvesse võtta järgmisi põhinõudeid:
Tugevuse ja jäikuse tagamine selle valmistamise madalaimate hindadega, võttes arvesse maksimaalset metallisäästu;
Hea keevitatavuse tagamine minimaalse pehmendamise ja elastsuse vähenemisega keevisliidete tsoonides;
Konstruktsiooni töökindluse tagamine kindlatel koormustel, muutuvatel temperatuuridel agressiivses keskkonnas.
Täpsustage keevitatava materjali mehaanilised omadused ja keemiline koostis.
Kirjanduse uurimiseks ja valemi abil terase klassi keevitatavuse määramiseks süsinikuekvivalendi C e abil
kus C e - süsiniku ekvivalent,%;
Süsiniku sisaldus,%;
Magneesiumi sisaldus,%;
Nikli sisaldus,%;
Kroomi sisaldus,%;
Molübdeeni sisaldus,%;
Vanaadiumi sisaldus,%.
Teras, mille keevisõmbluseks on e \u003d 0,2 ... 0,45%, ei vaja eelkuumutamist ja järgnevat kuumtöötlust.
Tabel 1.1 - teraste keemiline koostis
Tabeli 1.1 lõpp
Tabel 1.2 - teraste mehaanilised omadused
| Suurim tõmbetugevus, MPa |
Saagistugevus, MPa |
Suhteline laiendus,% |
Löögitugevus, J / cm 2 |
||||
| katsel t, ° С |
|||||||
1.3 Keevitatud konstruktsiooni valmistamise spetsifikatsioonid
Keevitatud konstruktsiooni valmistamise tehnilised tingimused pakuvad tehnilisi tingimusi peamistele materjalidele, keevitustarvikutele, samuti nõudeid toorikute kokkupanekuks ja keevitamiseks, keevituseks ja keevituse kvaliteedikontrolliks.
Õpilased peavad võtma tehnilised tingimused keevitatud konstruktsioonide valmistamiseks OGS-i tehastes või montaaži- ja keevitusbüroos, kus nad läbivad tehnoloogilise praktika.
1.3.1 Peamiste materjalidena, mida kasutatakse kriitiliste keevitatud konstruktsioonide (GOSPROMATOMNADZORi juhendamisel) tootmisel ja mis töötavad dünaamiliste koormuste all, tuleb kasutada legeeritud teraseid vastavalt GOST 19281-89 või tavalise kvaliteediga süsinikusisaldusega terasid vastavalt GOST 380-94 St3ps-klassile. Vastutustundetu keevitatud konstruktsioonide jaoks tuleks kasutada vähemalt St3ps klassi teraseid vastavalt standardile GOST 380-94.
1.3.2 Kõigi keevitustarvikute vastavust standardite nõuetele tuleb kinnitada tarnijatehase sertifikaadiga ja sertifikaadi puudumisel - tehaste laborite katseandmetega.
Kaarkeevituse käsitsi keevitamisel tuleks kasutada vähemalt E42A tüüpi elektroode vastavalt standardile GOST 9467-75 koos vardaga, mis on valmistatud Sv-08 traadist vastavalt standardile GOST 2246-70.
Süsinikdioksiidiga keevitamisel tuleks kasutada vähemalt standardi GOST 2246-70 kohast Sv-08G2S traati.
Keevitustraat peab olema rooste, õli ja muude saastevaba.
1.3.3 Keevitatavate toorikute suhtes kehtivad nõuded näevad ette, et leht-, profiil-, profiil- ja muudest valtstoodetest keevitatavad osad tuleb enne keevitamiseks kokkupanemist sirgendada.
Pärast veeremist või painutamist peavad osad olema praod ja rebendid, rebendid, lained ja muud defektid.
Kääridega lõigatud osade servadel ei tohi olla pragusid ega katteid. Lõigatud serv peab olema detaili pinnaga risti. Joonistel täpsustamata juhtudel peaks lubatud kalle olema 1:10, kuid mitte üle 2 mm.
Osade servade mehaanilise töötlemise vajadus tuleks ära näidata joonistel ja tehnoloogilistes protsessides.
Pärast keevitatud servade sirgendamist ja kumerust tekkivad mõlgid ei tohiks ületada keevitatavate osade vaheliste tühikute lubatud hälbeid. Nurkade mõõtmete piirhälbed, kui need pole joonistel täpsustatud, peavad vastama kümnendale täpsusastmele GOST 8908-81.
Keevitamiseks tarnitud varuosad tuleb aktsepteerida kvaliteediosakonnas.
1.3.4 Keevitatavate osade kokkupanek peaks tagama, et kogu liigendi pikkuses on lubatud hälbe piirides tühimik. Keevitatud õmbluste laiusega 25-30 mm servad ja pinnad tuleb vahetult enne keevitamiseks kokkupanekut rooste, õli ja muude saasteainete puhastada.
Liigendites vastupidavaks keevitamiseks ette nähtud osad peavad olema mõlemalt küljelt katmata, õli, rooste ja muude saasteaineteta.
Tootmise ajal tekkinud pragude ja rebenditega osi ei tohi keevitada.
Täpsustatud nõuded on sätestatud tehnoloogiliste seadmete ja vastavate tolerantsidega kokkupandud osade suhtes.
Kokkupanekul ei ole jõude sobitamine lubatud, mis põhjustab metallis täiendavaid pingeid.
Keevitatud servade lubatud nihe üksteise suhtes ja lubatavate lünkade suurus ei tohiks olla suurem kui keevitatud liigeste põhitüüpidele, konstruktsioonielementidele ja mõõtmetele vastavalt GOST 14771-76, GOST 23518-79, GOST 5264-80, GOST 11534-75, GOST seatud väärtused. 14776-79, GOST 15878-79, GOST 8713-79, GOST 11533-75.
Enne keevitamiseks kokkupanekut tuleb kõrvaldada kohalikud tõstatatud vahed. Lünki on lubatud keevitada detaili servade pinnaga, kuid mitte rohkem kui 5% õmbluse pikkusest. Suurenenud lünki on keelatud täita metallitükkide või muude materjalidega.
Keevituskoostis peab tagama valmis montaažiseadme lineaarsed mõõtmed tabelis 1.3 täpsustatud lubatud hälvete piires.
Tabel 1.3 - keevitatud montaažiseadmete piirhälbed
Liigeste sektsioon on lubatud kuni poole keevisõmbluse lõigust. Takid tuleks asetada keevitatud õmbluste asukohtadesse. Rakendatud kinnitused tuleb räbust puhastada.
Keevitatud konstruktsioonielementide eemaldamine monteerimisel peaks toimuma samade täitematerjalide ja nõuete abil nagu keevisõmbluste tegemisel.
Lintide suurused tuleks näidata tehnoloogilise protsessi kaartidel.
Keevituskoostu peab heaks kiitma kvaliteediosakond. Keevitamiseks kokkupandud metallkonstruktsioonide transportimisel ja kallutamisel tuleb rakendada abinõusid, et tagada monteerimisel kindlaksmääratud geomeetriliste kujude ja mõõtmete säilimine.
1.3.5 Kriitiliste koosteüksuste keevitamiseks tuleks lubada ainult sertifitseeritud keevitajaid, kellel on tunnistus nende kvalifikatsiooni ja nende töö olemuse kohta, kuhu nad on lubatud.
Keevitusseadmed tuleb varustada voltmeetrite, ampermeetrite ja manomeetritega, välja arvatud juhul, kui mõõteriistade paigaldamine pole ette nähtud. Keevitaja ja paigaldaja peaks iga päev kontrollima seadmete seisukorda.
Peamehaaniku ja energiainseneri osakond peaks keevitusseadmete regulaarset ülevaatust läbi viima vähemalt kord kuus.
Keevitatud teraskonstruktsioonide tootmine tuleb läbi viia vastavalt joonistele ja nende alusel välja töötatud monteerimise ja keevitamise tehnoloogilisele protsessile.
Keevitamise tehnoloogiline protsess peaks ette nägema sellise õmbluste paigaldamise korra, milles keevitatud liigendi sisemised pinged ja deformatsioonid on kõige vähem. See peaks tagama maksimaalse keevitatavuse allapoole.
Keevitustööde tegemine meetodil, mida pole täpsustatud tehnoloogilises protsessis ja käesolevas standardis, on keelatud, ilma keevitamise peaspetsialistiga kokku leppimata, tehnoloogilise protsessi diagrammides näidatud keevitusrežiimidest kõrvalekaldumine, keevitustööde järjestus pole lubatud.
Enne keevitamist tuleks kontrollida osade pindu keevisõmbluste asukohtades. Keevitatavad servad peavad olema kuivad. Korrosiooni, mustuse, õli ja muu saastumise jäljed pole lubatud.
Mitteväärismetallil, väljaspool keevisõmbluse piire, on keelatud kaare süütamine ja kraatri toomine mitteväärismetallile.
Joonistel täpsustatud keevitatud õmbluste ristlõike mõõtmete kõrvalekalle süsinikdioksiidiga keevitamisel peab olema kooskõlas GOST 14771-76.
Välimuselt peaks keevisõmblus olema ühtlase pinnaga, ilma et see langeks ja longus, sujuva üleminekuga mitteväärismetallile.
Keevituse lõpus ja enne toote esitamist kvaliteedikontrolli osakonnale tuleb keevitatud õmblused ja külgnevad pinnad puhastada räbust, longusest, metalli pritsimisest, katlakivist ja keevitaja kontrollib seda.
Takistuspunktkeevitamisel ei tohiks elektroodi taandumissügavus mitteväärismetallisse ulatuda üle 20% õhukese osa paksusest, kuid mitte üle 0,4 mm.
Elektroodi kontaktpinna läbimõõdu suurenemine keevitamise ajal ei tohiks ületada 10% tehnoloogilise protsessiga kehtestatud suurusest.
Punktkeevitamiseks kokkupanemisel ei tohiks punktide asukohtades kontaktpindade vahe ületada 0,5 ... 0,8 mm.
Tembeldatud osade keevitamisel ei tohiks vahe ületada 0,2 ... 0,3 mm.
Erineva paksusega osade takistuspunktkeevitamisel tuleks keevitusrežiim reguleerida vastavalt õhema osa paksusele.
Pärast osade kokkupanemist keevitamiseks on vaja kontrollida osade vahelisi lünki. Lünkade suurus peab vastama standardile GOST 14771-76.
Keevitatud õmbluse mõõtmed peavad vastama keevitatud konstruktsiooni joonisele vastavalt standardile GOST 14776-79.
1.3.6 Kriitiliste keeviskonstruktsioonide kokkupanekul ja keevitamisel tuleks toimimiskontrolli teostada kõigis nende valmistamisetappides. Parameetrite juhtimise protsent lepitakse kokku tehnoloogilises protsessis.
Enne keevitamist peaksite kontrollima montaaži õigsust, kinnituste suurust ja kvaliteeti, toote geomeetriliste mõõtmete järgimist, samuti keevitatud servade pinna puhtust, korrosiooni, puuride, mõlgade ja muude defektide puudumist.
Keevitusprotsessi ajal tuleb kontrollida tehnilise protsessiga kindlaksmääratud toimingute jada, üksikuid õmblusi ja keevitusrežiimi.
Pärast keevitamise lõppu tuleks keevitatud vuukide kvaliteedikontroll viia läbi välise uurimise ja mõõtmistega.
Lubatud on kumerad ja nõgusad fileeõmblused, kuid igal juhul tuleks õmbluse jalga käsitada õmblusosasse kirjutatud võrdkülgse kolmnurga jalana.
Kontrollimiseks võib kasutada luubi kasutamata või kuni 10-kordset suurendust.
Keevisõmbluste, punktide ja tuvastatud puuduste mõõtmeid tuleks kontrollida mõõtevahendiga, mille skaalajaotus on 0,1, või spetsiaalsete mallidega.
Keevisõmbluse defektse osa parandamine rohkem kui kaks korda ei ole lubatud.
Keevisliidete välimine kontrollimine ja mõõtmine tuleks läbi viia vastavalt standardile GOST 3242-79.
1.4 Tootmisviisi kindlaksmääramine
Kõik masinaehitusettevõtted, töökojad ja sektsioonid võib liigitada ühte kolmest tootmistüübist:
Vallaline;
Seriaal;
Massiivne.
Ühekordset tootmist iseloomustab lai valik toodetud tooteid ja nende toodangu väike maht. Seda eristab varustuse ja töökohtade mitmekülgsus. Keevitustootmises pole peaaegu mingeid spetsiaalseid keevitusseadmeid, montaaži- ja keevitusseadmeid ning mehhanisme.
Seeriatoodangut iseloomustab piiratud arv toodetud tooteid ja suur tootmismaht, mida korratakse teatud aja jooksul partiidena.
Tehnoloogiline protsess seeriatootmises on diferentseeritud, s.t. jagatud eraldi toiminguteks, mis omistatakse eraldi tööjaamadele. Suhteliselt stabiilne tootevalik võimaldab spetsiaalsete montaaži- ja keevitusseadmete laialdast kasutamist, automatiseeritud keevitusmeetodite kasutuselevõttu ja mõnes piirkonnas tootmisliinide korraldamist. Sel juhul kasutatakse nii üldist kauplustransporti kui ka põrandavedu. Teatud tüüpi töö spetsialiseerumine nõuab kõrgelt kvalifitseeritud töötajaid.
Masstootmises arendatakse üksikasjalikumalt tehnoloogilisi protsesse, näidates töörežiime, juhtimismeetodeid.
Seeriatootmine on palju tõhusam kui ühekordne tootmine, sest seadmeid kasutatakse täiuslikumalt ning töökohtade spetsialiseerumine tagab tööviljakuse. Sõltuvalt partiis olevate toodete arvust ja kinnitustoimingute koefitsiendi väärtusest eristatakse väikese partii, keskmise partii ja suure partii tootmist.
Masstootmist iseloomustab kitsa tootevaliku pidev tootmine pika aja jooksul ja suur tootmismaht. See võimaldab spetsiaalsete kõrgtehnoloogiliste seadmete ja sisseseade laialdast kasutamist. See tagab kõrge tööviljakuse, põhivara parema kasutamise ja madalamad tootmiskulud kui partiide ja ühikute tootmisel.
Lähtudes keevitatud konstruktsiooni massist ja mõõtmetest, samuti seatud tootmisprogrammist, võttes arvesse iga tootmistüübi omadusi, valitakse üks või teine \u200b\u200btootmistüüp - tabel 1.4.
Tabel 1.4 - tootmistüübi sõltuvus tootmisprogrammist (tk) ja toote massist
| Osa kaal, kg |
Vallaline tootmine |
Väike partii tootmine |
Keskmise partii tootmine |
Suuremahuline tootmine |
Masstoodang |
1.5 Monteerimismeetodite valik ja põhjendamine ja keevitamine
1.5.1 Keevitatud konstruktsioonide kokkupanek ühe ja väikesemahulise toote valmistamiseks võib toimuda märgistamise abil, kasutades kõige lihtsamaid universaalseid seadmeid (klambrid, kiiludega kinnitused), millele järgneb kinnitamine sama keevitusmeetodi abil nagu keevitatud õmbluste korral.
Seeriatootmise tingimustes toimub keevitamiseks kokkupanek soonega universaalsetele plaatidele, mis on varustatud peatustega, klambritega erinevate klambritega. Universaalsete plaatide puhul tuleks montaaž läbi viia ainult juhul, kui projektis on määratletud sama tüüpi keeviskonstruktsioonid, kuid erineva suurusega. Lihtsaid keevitatud konstruktsioone saab mallide abil kokku panna.
Seeria- ja masstootmise tingimustes tuleks keevitamine kokkupanekuks läbi viia spetsiaalsetel monteerimisalustel või spetsiaalsetes monteerimis- ja keevitusseadmetes, mis tagavad keevitatud konstruktsiooni kuuluvate osade vajaliku suhtelise asendi ja toodetava keevitatud konstruktsiooni kokkupaneku täpsuse vastavalt joonise ja koostise tehniliste kirjelduste nõuetele.
Lisaks võimaldavad montaažiseadmed lühendada montaažiaega ja suurendada tööviljakust, lihtsustada töökeskkonda, suurendada töö täpsust ja parandada keevitatud konstruktsiooni kvaliteeti.
Keevitamiseks kokkupandud osad kinnitatakse kinnitusdetailides ja alustel, kasutades eri tüüpi kruvisid, käsitsi, pneumaatilisi ja muid klambreid.
1.5.2 Ühe või teise keevitusmeetodi valik sõltub järgmistest teguritest:
Keevitatava materjali paksus;
Keevitatud õmbluste pikkus;
Nõuded toodete kvaliteedile;
Metalli keemiline koostis;
Kavas etendus;
1 kg deponeeritud metalli maksumus;
Elektrilise kaarkeevitusmeetodi hulgas on enim kasutatud.
Käsitsi kaarkeevitus;
Gaasiga varjestatud mehaaniline keevitamine;
Automatiseeritud gaasivarjestusega ja sukelkaare keevitamine.
Käsitsi kaarkeevitus (RDS) madala tootlikkuse ja kõrge töömahukuse tõttu pole seeria- ja masstootmise puhul vastuvõetav. Seda kasutatakse peamiselt eritellimusel tootmiseks.
Kõige otstarbekam on kasutada mehhaniseeritud keevitusmeetodeid.
Üks sellistest meetoditest on poolautomaatne keevitamine süsinikdioksiidis, millel on oma tehnoloogiliste ja majanduslike eeliste tõttu rahvamajanduses oluline koht.
Tehnoloogilisteks eelisteks on keevitusprotsessi suhteline lihtsus, erinevas ruumipositsioonis asuvate õmbluste poolautomaatse ja automaatse keevitamise võimalus, mis võimaldab keevitamist mehhaniseerida erinevates ruumilistes asendites, sealhulgas fikseeritud toruliidete keevitamisel.
CO 2 keevitusprotsessis osalev väike kogus räbu võimaldab mõnel juhul saada kvaliteetseid õmblusi
Süsinikdioksiidi keevitamise kasutamise majanduslik mõju sõltub oluliselt keevitatava metalli paksusest, vuugi tüübist, õmbluse asukohast ruumis, elektroodi traadi läbimõõdust ja keevitusrežiimidest.
Süsinikdioksiidi keevitamisel on 1 kg keevismetalli omahind alati madalam kui gaasi- ja käsitsi kaarkeevitamisel.
Keevitades süsinikdioksiidis läbimõõduga 0,8–1,4 mm traadiga terasetoodete paksusega kuni 40 mm kõigis asendites, on keskmistes režiimides väljund automaatsete masinate korral 2–5 korda suurem ja poolautomaatsete masinate puhul 1,8–3 korda suurem kõrgem kui käsitsi kaarkeevitusega.
Keevitades süsinikdioksiidis traadiga, mille läbimõõt on 0,8–1,4 mm, vertikaalsetest ja laeõmblustest, mille paksus on 8 mm või rohkem, ja alumises asendis paksusega üle 10 mm juhtmetega, mille läbimõõt on 1,4–2,5 mm, on tootlikkus 1,5– 2,5 korda kõrgem kui käsitsi kaarkeevitus.
Alumises asendis terasest paksusega 5–10 mm läbimõõduga juhtmetega süsinikdioksiidiga keevitamise tootlikkus sõltub süsinikdioksiidist, mille läbimõõt on 1,4–2,5 mm, sõltuvalt toote olemusest, vuugi tüübist ja suurusest, montaaži kvaliteedist jne. Samal ajal on tootlikkus ainult 1,1–1 0,8 korda suurem kui manuaalne.
Loetletud süsinikdioksiidi keevitamise tehnoloogilised ja majanduslikud eelised võimaldavad seda meetodit laialdaselt kasutada seeria- ja masstootmises.
Keskmise ja suure paksusega metallil pikkade õmbluste tegemiseks on soovitatav kasutada automaatset sukeldatud kaarkeevitust. Kaarkeevitusel on keevitus märkimisväärselt väiksem kui käsitsi kaarkeevitamisel. Seetõttu on võimalik, kartmata elektroodi ülekuumenemist ja kaitsekatte eraldamist, mitu korda suurendada keevitusvoolu tugevust, mis võimaldab dramaatiliselt suurendada keevitamise tootlikkust, mis on 5-20 korda suurem kui käsitsi kaarkeevitamisel, sadestumistegur ulatub 14-16 g / Ah mõnel juhul isegi 25-30 g / Ah.
Elektroodi ja mitteväärismetalli sulamine toimub voo all, mis isoleerib need usaldusväärselt keskkonnast. Voog aitab kaasa puhta ja tiheda keevismetalli saamisele, ilma pooride ja räbu lisanditeta, millel on kõrged mehaanilised omadused. Stabiliseerivate elementide sisestamine voogu ja suur voolutihedus elektroodis võimaldab märkimisväärse paksusega metalli keevitada ilma servasid lõikamata. Jäätmetele ja elektroodide metalli pritsimisele kaotused praktiliselt puuduvad. Keevitusprotsess on peaaegu täielikult mehhaniseeritud. Mehhaniseeritud sukelkaare keevitamine võrreldes RDS-iga parandab oluliselt keevitaja-operaatori töötingimusi, suurendab tootmise üldist taset ja kultuuri.
Praegu tehakse Valgevene Vabariigi masinaehitusettevõtetes üha enam tööd argooni keevitamise ja süsinikdioksiidiga segatud segu tootmiseks. Mis tahes läbimõõduga traatidega keevitamisel süsinikdioksiidis ilmnevad optimaalsetele režiimidele iseloomulikud sulametalli ülekannetüübid: kaarevahe perioodiliste sulgemiste ja tilgaülekandega ilma lühisteta. Ar + CQ 2 segus keevitamisel puudub kaare vahe lühisvooluga keevitusrežiimide vahemik. Ülekande iseloomu muutust kaitsekeskkonna asendamisel võib pidada tehnoloogilise protsessi täiustamiseks, eriti kuna sellega kaasneb keevitusprotsessi kvalitatiivsete ja kvantitatiivsete omaduste paranemine: metalli pihustamine ja pihustamine detaili ja düüsi keevitamisel.
Optimaalsetes tingimustes süsinikdioksiidiga keevitamisel pihustatakse sellele detailile umbes 1 g / Ah pritsmeid. Pritsmed kleepuvad keevitatud metalli pinnale ja on metallharjaga vaevalt eemaldatavad. 25-30% suurtest tilkadest keevitatakse metalli külge ja nende eemaldamiseks on vaja töötada peitli või muu õmbluse puhastamise vahendiga. Ar + CO 2 seguga keevitamisel vähemalt 3-kordselt täheldatakse selle osa pritsimise olulist vähenemist.
CO 2-ga keevitamisel on mitmesuguseid režiime, kus täheldatakse düüside pritsimise suurenemist. 1,2 mm läbimõõduga traadi puhul on selle pindala 240–270 A ja 1,6 mm läbimõõduga traadi puhul 290–310 A. Keevitamisel argooni ja süsinikdioksiidi segus pole suurte pritsimisrežiimide pindala praktiliselt olemas. Düüsi pritsimise korral halveneb gaasi varjestuse olukord ja perioodiline puhastamine vähendab jõudlust. Läbipääsu kuju CO 2 keevitamisel on ümmargune ja jääb Ar + CO 2 segusse madala voolu korral. Suure voolu korral ilmub sissetungi alumises osas eend, suurendades läbitungimissügavust, mis suurendab luumurru pindala sulandumistsooni mööda. Sama läbitungimissügavusega on mitteväärismetalli läbitungimisala Ar + CO 2 segus 8-25% väiksem kui CO 2 keevitamisel, mis viib deformatsiooni vähenemiseni. Lisaks argooni ja süsinikdioksiidi segus keevitamisele kasutatakse kõige laialdasemalt keevitamist süsinikdioksiidi ja hapniku segus. Hapniku sisaldus segus vahemikus 20-30% vähendab pindpinevusjõude, mis soodustab tilkade peenemat ülekandmist ja tilga ja elektroodi vahelise silla "püsivamat" rebenemist, mis vähendab pritsimist. Lisaks keevitatakse oksüdeeritud tilk metallile vähem. Oksüdeerunud reaktsioonid suurendavad kaare tsoonis tekkiva soojuse hulka, mis parandab keevitamise tootlikkust. Keevitamisel süsinikdioksiidi + O2 segus on suurimad eelised tänu elektroodi suuremale kleepumisele ja tsirkooniumiga legeeritud juhtmete, näiteks Sv08G2SC kasutamisele.
Poolautomaatne keevitamine CO 2 + O 2 segus viiakse läbi läbimõõduga 1,2–1,6 mm juhtmetega kaubamärkide Sv08G2S ja Sv08G2SC juhtmetega, tavalise elektroodiga, mis kleepub kõigis ruumilistes asendites.
1.6 Keevitusrežiimid
Keevitusrežiim on keevitusprotsessi omaduste kogum, mis tagab kindlaksmääratud suuruse, kuju ja kvaliteediga keevisliidete vastuvõtmise. Kõigi kaarkeevitusmeetodite puhul on sellised omadused järgmised parameetrid: elektroodi läbimõõt, keevitusvoolu tugevus, kaare pinge, elektroodi liikumise kiirus mööda õmblust (keevituskiirus), voolu tüüp ja polaarsus. Mehhaniseeritud keevitusmeetodite korral lisatakse veel üks parameeter - keevitustraadi etteandekiirus ja varjestatud gaasides keevitamisel - kaitsegaasi konkreetne tarbimine.
Keevitusparameetrid mõjutavad keevisõmbluse kuju ja mõõtmeid. Seetõttu on etteantud suurusega kvaliteetse keevisõmbluse saamiseks vaja valida õiged keevitusrežiimid, lähtudes keevitatava metalli paksusest, vuugi tüübist ja selle asukohast ruumis. Õmbluse kuju ja mõõtmeid mõjutavad mitte ainult keevitusrežiimi põhiparameetrid; aga ka sellised tehnoloogilised tegurid nagu voolu tüüp ja tihedus, elektroodi ja toote kaldenurk, elektroodist välja jääv tihend, vuugi konstruktsiooniline kuju ja tühiku suurus.
1.6.1 Automaatse ja poolautomaatse sukelkaare keevitusrežiimi peamised parameetrid on: keevitusvool, läbimõõt, keevituskiirus.
Keevitusrežiimi arvutamine tehakse alati konkreetse juhtumi korral, kui on teada ühenduse tüüp, keevitatava metalli paksus, traadi klass, voog ja kaitsemeetod sulametalli voolamise vastu liitepilusse. Seetõttu tuleks enne arvutuse alustamist paigaldada antud keevitatud liigendi konstruktsioonielemendid vastavalt GOST 8713-79. Tuleb meeles pidada, et automaatse masina tehtud ühekäigulise õmbluse maksimaalne ristlõige ei tohiks ületada 100 mm 2.
Tagumiste vuukide korral määratakse õmbluse ristlõikepindala Аш, mm 2 valemiga
Tuhk \u003d 0,75 jag / sb, (1,2)
kus Аш on õmbluse ristlõikepindala, mm 2;
e - õmbluse laius, mm;
g - õmbluse tugevdus, mm;
s - õmbluse paksus, mm;
b - vahe, mm.
Keevitusvoolu I tugevus A määratakse valemi sissetungimissügavuse järgi
I \u003d (80 ... 100) h, (1,3)
kus I on keevitatud voolu tugevus, A;
h - läbitungimissügavus, mm.
Läbipääsu sügavus määratakse konstruktiivselt, lähtudes metalli paksusest.
Ühesuunalise põkk-keevisõmbluse jaoks valitakse tingimuse läbitungimissügavus h, mm
h \u003d (0,7 ... 0,8) S, (1,4)
kus h - läbitungimissügavus, mm;
Kahepoolse keevitamise jaoks valitakse tingimusest läbitungimissügavus h, mm
 , (1.5)
, (1.5)
kus h - läbitungimissügavus, mm;
S - keevitatud metalli paksus, mm.
ja see peaks olema vähemalt 60% keevitatavate osade paksusest.
Keevitustraadi läbimõõt d, mm võetakse sõltuvalt keevitatud metalli paksusest vahemikus 2 ... 6 mm ja seejärel täpsustatakse see arvutamise teel
kus d on keevitustraadi läbimõõt, mm;
I - keevitusvool, A;
i - voolutihedus, A / mm 2
Praegune tihedus sõltuvalt traadi läbimõõdust on toodud tabelis 1.5.
Tabel 1.5 - voolutihedus sõltuvalt traadi läbimõõdust.
Kaare pinge U, V võetakse vahemikus 32–40 V.
Keevituskiirus V sv, m / h määratakse valemiga
 , (1.7)
, (1.7)
kus V sv - keevituskiirus, m / h;
Pinnakoefitsient, g / Ah;
I - keevitusvool, A;
Tuhk - ristlõikepindala, mm 2;
γ - ladestunud metalli eritihedus, g / cm 3.
Vastupidise polaarsusega alalisvooluga keevitamisel arvutatakse sadestustegur empiirilise valemi abil
11,6 ± 0,4 g / Ah (1,8)
Keevitades otsese polaarsuse ja vahelduvvoolu alalisvooluga määratakse sadestumise määr valemiga
 , (1.9)
, (1.9)
kus on sadestumise määr, g / Ah;
A ja B on koefitsiendid, mille AN-384A voo väärtused on toodud tabelis 1.6.
Tabel 1.6 - koefitsientide А ja В väärtused voo АН-384А korral
Traadi etteandekiirus Vpod, m / h, määratud valemiga
 , (1.10)
, (1.10)
kus Vpod - traadi etteandekiirus, m / h;
Аш - õmbluse ristlõikepindala, mm 2;
Ae on elektroodtraadi seemne pindala, mm 2;
Vw - keevituskiirus, m / h.
Elektroodi juhtme etteandekiiruse V alla, m / h, saab vastavalt valemile arvutada ka järgmiselt
 , (1.11)
, (1.11)
kus V all on elektroodi juhtme etteandekiirus, m / h
αн - pinnakoefitsient, g / Ah;
I - keevitusvool, A;
d on keevitustraadi läbimõõt, mm;
γ - ladestunud metalli eritihedus, g / cm 3.
1.6.2 Filee-keevisõmbluste automaatse ja poolautomaatse kaarkeevituse režiimide arvutamine.
Määrake ristlõikepindala tuhk, mm vastavalt joonistel määratletud õmbluse jalale, vastavalt valemile
 , (1.12)
, (1.12)
kus Аш - ristlõikepindala, mm
Vastavalt standardile GOST 14771-76 on alumises asendis valmistatud filee keevisõmbluse q, mm tugevdamine lubatud kuni 30% selle jalast, s.t.
kus q on õmbluse tugevduse kõrgus, mm;
k - õmbluse jalg, mm.
Läbikäikude arvu määramisel lähtume asjaolust, et ühe käiguga saab automaatselt keevitada mitte rohkem kui 100 mm 2 õmbluse pindalast.
Valime elektroodi läbimõõdu, pidades meeles, et 3–4 mm pikkuse jalaga keevisõmbluste saamiseks võib kasutada 2 mm läbimõõduga elektroodtraati, kui keevitatakse 4-5 mm läbimõõduga elektroodtraadiga, minimaalne jalg on 5-6 mm. Ärge kasutage keevitustraati, mille läbimõõt on suurem kui 5 mm, nagu see ei taga juurte läbitungimist.
Vastuvõetud traadi läbimõõdu jaoks valime voolu tiheduse vastavalt tabelis 1.5 esitatud andmetele ja määrame valemi järgi keevitusvoolu I, A tugevuse
 , (1.14)
, (1.14)
kus I sv - keevitusvoolu tugevus, A;
d on keevitustraadi läbimõõt, mm;
i - voolutihedus, A / mm 2.
Määratakse sadestumistegur vastavalt ühele eelnevalt antud valemitest (1.8) ja (1.9), sõltuvalt voolu tüübist ja polaarsusest.
Teades pinda ühe pindalaga, keevitusvoolu ja sadestustegurit, määrake valemi (1.7) järgi keevituskiirus V CB, m / h.
Elektroodtraadi etteandekiirus määratakse valemiga (1.10).
1.6.3 Keevitusviisi valimine süsinikdioksiidi, aga ka gaasisegu korral tehakse üldiste katseandmete põhjal sõltuvalt keevitatava metalli paksusest ja omadustest, keevisliite tüübist ja keevisõmbluse asukohast ruumis.
1.7 Keevitustarvikute valik
Keevitusmaterjalide valiku üldpõhimõtteid iseloomustavad järgmised põhitingimused:
Keevitatud vuugi vajaliku töötugevuse tagamine, s.t. keevismetalli mehaaniliste omaduste kindlaksmääratud tase koos mitteväärismetalliga;
Keevismetalli vajaliku järjepidevuse tagamine (ilma pooride ja räbu lisanditeta või näidatud defektide minimaalse suuruse ja arvuga keevisõmbluse pikkuse ühiku kohta);
Kuumaid pragusid pole, s.t. piisava tehnoloogilise tugevusega keevismetalli saamine;
Metalli, õmbluse eriomaduste komplekti saamine (kuumuskindlus, kuumuskindlus, korrosioonikindlus).
Keevitustarvikute valimine toimub vastavalt aktsepteeritud keevitusmeetodile.
Keevitustarvikute konkreetsete tüüpide ja klasside valimine ja põhjendamine peaks toimuma kirjandusallikate põhjal, võttes arvesse nõudeid.
Iga tehnoloogilise toimingu (kokkupaneku kinnitustel, keevitamine) tehnoloogilise protsessi kaartidel on vaja märkida tüübid, klassid, tüüpide ja klasside standardid, keevitusmaterjalid.
Konstruktsiooniliste süsiniku- ja legeerteraste käsitsi kaarkeevitamisel valitakse elektroodid vastavalt standardile GOST 9467-75, mis näeb ette kahte klassi elektroode. Esimene klass - süsiniku ja legeeritud teraste keevitamiseks mõeldud elektroodid, mille nõuded kehtestatakse ladestunud metalli mehaaniliste omaduste ning väävli- ja fosforisisaldusega selles. Teine klass reguleerib legeeritud kuumuskindlate teraste keevitamise elektroodidele esitatavaid nõudeid, mis klassifitseeritakse keevismetalli keemiliste omaduste järgi.
GOST 10052-75 kehtestab nõuded spetsiaalsete omadustega kõrge legeeritud terase keevitamiseks mõeldud elektroodidele. Nende teraste keevitamiseks mõeldud elektroodide valimine toimub vastavalt sellele GOST-ile.
Mehhaanilise keevitamise jaoks kasutatava terastraadi valimine toimub vastavalt standardile GOST 2246-70, mis näeb ette 0,3 kuni 12 mm läbimõõduga keevitamiseks mõeldud terastraadi valmistamise.
Keevitustraat alumiiniumi ja selle sulamite keevitamiseks tarnitakse vastavalt standardile GOST 7881-75.
Keevitusvoogude valimine toimub vastavalt standardile GOST 9078-81, mis näeb ette kaks voogrühma:
Madala ja legeeritud süsinikteraste keevitamiseks (AN-348A, AN-348AM, OSTs-45, AN-60, AN-22, FC-9, AN-64);
- kõrge legeeritud teraste (AN-26, AN-22, AN-30, ANF-14, ANF-16, ANF-17, FTSK-S, K-8) keevitamiseks.
Varjestusgaasidena kasutatakse keevitamisel inertseid gaase (argoon, heelium) ja aktiivgaase (süsinikdioksiid, vesinik).
Keevitamiseks mõeldud argooni reguleerib GOST 10157-79 ja see jaguneb sõltuvalt argooni protsendist ja selle otstarbest kõrgeima, esimese ja teise klassi argooniks.
Heelium tarnitakse vastavalt standardile GOST 20461-75, mis näeb ette kahte tüüpi gaasilist heeliumi: kõrge puhtusastmega heelium (99,98% he) ja tehniline heelium (99,8% he).
Keevitamiseks kasutatav süsinikdioksiid vastab standardile GOST 8050-85, mis vastavalt süsinikdioksiidi sisaldusele näeb ette keevitamise süsinikdioksiidi kahte klassi: esimene klass - mille CQ 2 sisaldus on vähemalt 99,5%, teine \u200b\u200bklass - vähemalt CO 2 sisaldusega 99%.
Pärast projektis vastuvõetud keevitusmeetodite jaoks keevitusmaterjalide valiku õigustamist on vaja tabelite kujul esitada nende materjalide keemiline koostis, sadestunud metalli mehaanilised omadused ja keemiline koostis.
1.8 keevitusseadmete, tehnoloogiliste seadmete valik
instrument
Vastavalt väljakujunenud tehnoloogilisele protsessile valitakse keevitusseadmed. Valiku peamised tingimused on:
Keevitusseadmete tehnilised omadused vastavalt vastuvõetud tehnoloogiale;
Väikseimad mõõtmed ja kaal;
Suurim efektiivsus ja madalaim energiatarve;
Minimaalne hind.
Keevitusseadmete valimise peamine tingimus on tootmise tüüp.
Nii et ühe- ja väikesemahulise tootmise jaoks on majanduslikel põhjustel vaja odavamaid keevitusseadmeid - trafode, alaldite või poolautomaatsete seadmete keevitamiseks, eelistades seadmeid, mis töötavad toiteallikaga kaitsvas gaasikeskkonnas - alaldid.
Ratsionaalsete rajatüüpide valimiseks peaksite kasutama uusimaid viite- ja infokirjanduse, keevitusseadmete kataloogide ja brošüüride andmeid, mis sisaldavad toiteallikate, keevitusaparaatide ja automaatide tehnilisi omadusi.
Elektrienergia tarbimise määramisel tuleks selle tarbimine läbi viia vastavalt energiaallika võimsusele ja lisada sellele masina, poolautomaatse masina juhtimisahela jaoks 0,3 ... 0,5 kW.
Montaaži- ja keevitusseadmete (seadmete) valimine ja projekteerimine toimub vastavalt eelnevalt valitud meetoditele ühikute kokkupanekuks ja keevitamiseks. Selle küsimuse väljatöötamisel on vaja arvestada asjaoluga, et montaaži- ja keevitusseadmete valimine peaks tagama järgmise:
Töö töömahu vähendamine, tööviljakuse suurendamine, tootmistsükli kestuse hoidmine;
Töötingimuste hõlbustamine;
Töö täpsuse parandamine, toodete kvaliteedi parandamine, keevitatud toodete kindla kuju säilitamine sobivate kinnituste abil, et vähendada deformatsioone keevitamise ajal.
Seadmed peavad vastama järgmistele nõuetele:
Tagage ligipääs osade paigalduskohtadele kinnitus- ja kinnitusseadmete käepidemetele, kinnikiilunud ja keevituskohtadele;
Esitage kõige soodsam kokkupanekorraldus;
Need peavad olema piisavalt tugevad ja jäigad, et tagada osade täpne kinnitamine nõutavas asendis ja vältida nende deformeerumist keevitamise ajal;
Esitage sellised tooteasendid, kus oleks kõige vähem pöördeid, nii kleepkeevisõmbluste kui ka keevitamise ajal.
Tagage toote kontrollimisel vaba juurdepääs;
Veenduge, et monteerimis- ja keevitustööd oleksid ohutud.
Seeriatootmises tuleks seade valida vastavalt uut tüüpi toote tootmise ümberkorraldamise võimalustele, s.t. universaalne.
Armatuuri tüüp tuleb valida sõltuvalt programmist, toote kujundusest, tehnoloogiast ja toorikute valmistamise täpsusastmest, monteerimis-keevitamise tehnoloogiast.
Töö- ja mõõtevahend valitakse spetsiaalselt iga monteerimise ja keevitamise jaoks, lähtudes joonise nõuetest ja keevitatud konstruktsiooni valmistamise spetsifikatsioonidest.
1.9 Monteerimise ja keevitamise tehniliste standardite kindlaksmääramine
Keevitustoimingu Tsw teostamise koguaeg, tund, koosneb mitmest komponendist ja see arvutatakse järgmise valemi abil:
Tsv \u003d t + + p.z + tv + tobs + tp, (1,15)
kus Tcv on kogu keevitustoimingu lõpuleviimise aeg, tund;
tp.z. - ettevalmistav ja viimane aeg;
tо - põhiaeg;
t in - abiaeg;
t obs - töökoha teenindamise aeg;
t p - puhkepauside ja isiklike vajaduste vaheaeg.
Peamine aeg on aeg keevitustegevuse otseseks teostamiseks. See määratakse järgmise valemi abil:
kus on põhiaeg, tund;
Pinnakoefitsient, g / A · tund;
I sv - keevitusvoolu tugevus, A;
Sadestusmetalli mass, g.
Kõigi õmbluste pikkuste summa, vt.
Arvutatud peamist keevitusaega saab kontrollida järgmise valemi abil:
kus on põhiaeg, tund;
Kõigi õmbluste pikkuste summa, cm;
Õmbluse keevitamise kiirus, cm / tund.
Ettevalmistav ja viimane aeg hõlmab selliseid toiminguid nagu tootmisülesande vastuvõtmine, töövahendi juhendamine, vastuvõtmine ja üleandmine, töö kontrollimine ja ettevalmistamine jne. Selle määramisel võetakse arvesse aja üldist t p.z. jagatud toodetud osade arvuga vahetuse kohta. Töödokumendis aktsepteerime:
t p.c. \u003d 10% t ° -st.
Abiaeg sisaldab kasseti elektroodtraadiga tankimise aega t e, keevitatud servade kontrollimist ja puhastamist t cr, õmbluste puhastamist räbust ja pritsmetest t br, õmbluste t brändi märgistamist, toote paigaldamist ja pööramist, toote kinnitamist t ed:
t sisse \u003d t e + t cr + t br + t ed + t cl, (1,19)
kus t in - abiaeg, min;
t e - kasseti elektroodijuhtmest tankimise aeg, min;
t cr - keevitatud servade kontrollimise ja puhastamise aeg, min;
t br - õmbluste räbu ja pritsmete puhastamise aeg, min;
t cl - õmbluste brändimise aeg, min;
t ed - toote paigaldamise ja pöörlemise aeg, selle kinnitamine, min;
Automaatse keevitamise korral hõlmab abiaeg kasseti elektroodtraadiga keermestamise aega. See aeg võib olla võrdne t e \u003d 5 min.
Servade või õmbluse puhastamise aeg arvutatakse järgmise valemi abil:
t cr \u003d L w (0,6 + 1,2 (n s -1)), (1,20)
kus t cr - keevitatud servade kontrollimise ja puhastamise aeg, min;
n with - kihtide arv mitmel läbimisel keevitamisel;
L w - õmbluse pikkus meetrites.
Märgi paigaldamise aega t cl võetakse 0,03 min 1 märgi kohta.
Toote paigaldamise, pööramise ja eemaldamise aeg (t ed) sõltub selle massist (tabel 1.7).
Tabel 1.7 - toote paigaldamise, pööramise ja eemaldamise aja norm sõltuvalt selle kaalust
Töökoha teenindamise aeg sisaldab aega keevitusrežiimi seadistamiseks, masina seadistamiseks, tööriista puhastamiseks jne. võtame võrdselt:
t obs \u003d (0,06 ... 0,08) · t umbes, (1,21)
kus t obs on töökoha teenindamise aeg, tund;
Põhiaeg, tund.
Puhkepausid ja isiklikud vajadused sõltuvad positsioonist, kus keevitaja tööd teeb. Mugavas asendis keevitamisel on p \u003d 0,07 · t umbes.
1.10 Ladestunud metalli koguse, keevitusmaterjalide ja elektri tarbimise arvutamine
Sadestunud metalli mass (teisendatud kilogrammideks) arvutatakse järgmise valemi abil:
kus on ladestunud metalli mass, g;
Kõigi õmbluste sadestunud metalli pindalade summa, cm 2;
Metalli tihedus, g / cm 3;
Kõigi õmbluste pikkuste summa, vt.
Selgitavas märkuses on vaja arvutuste abil kindlaks määrata elektroodide, keevitustraadi, voolu, kaitsegaasi tarbimine ühe toote valmistamiseks ja aastaprogramm. Elektroodide tarbimise määramisel võetakse arvesse ladestunud metalli kaalu, samuti kõiki elektri vältimatuid kadusid jäätmete ja pritsmete keevitusprotsessi ajal elektroodikatte kujul.
Elektroodide tarbimine käsitsi kaarkeevituseks, G el, kg, määratakse järgmise valemi abil:
G el \u003d ψ M ΣНМ, (1,23)
kus G el - elektroodide tarbimine käsitsi kaarkeevitamisel, kg
ψ - tarbimistegur, võttes arvesse tuha, jäätmete ja metalli pritsmete elektroodide kadu;
М ΣНМ - ladestunud metalli mass.
Erinevat tüüpi ja erinevat tüüpi elektroodide ψ väärtused on toodud käesoleva metoodilise juhendi kirjanduses või tabelis 1.8.
Traadi tarbimine automaatse sukeldatud kaarkeevitusel või süsinikdioksiidina, G p p, kg, määratakse järgmise valemi abil:
kus G p p on traadi tarbimine automaatse sukelkaare keevitamisel või süsinikdioksiidi sisaldus, kg;
Keevismetalli mass, kg;
Traadi kadude tegur.
Tabel 1.8 - tarbimiskoefitsient welding erinevate keevitusmeetodite jaoks
| Keevitusmeetodid |
|
| Kaarkeevitus käsitsi elektroodidega: |
|
| VSC-3, OZL-4, KU-2 AN-1, 0MA-11, ANO-1 UONI-13/45, VSP-1, MR-1, AMO-5, OZS-3, ANO-3, OZS-6, UP-1/5 |
|
| MR-3, NIAT-6, ZIO-7, ANO-4, OZS-4, K-5A, UONI-13/55 OMM-5, SM-5, VSC-2, TsL-11 TÜ-15, TsT-17 OZA-1, OZA-2 |
|
| Automaatne sukelkaarekeevitus ja elektrišlagkeevitus |
|
| Poolautomaatne sukeldatud kaarkeevitus |
|
| Keevitamine inertgaasides mittetarbitava elektroodiga koos lisandiga: - manuaal Automaatne |
|
| Automaatne ja poolautomaatne elektroodide keevitamine inertgaasides ning inertsete ja aktiivsete gaaside segus |
|
| Automaatne ja poolautomaatne keevitamine süsinikdioksiidis ja automaatne keevitamine 50% gaasisegudes (Ar + CO 2) |
Voolutarbimise määramiseks võetakse arvesse selle tarbimist räbu kooriku moodustumisel ning vältimatut kahju lekitamisele toote kokkupanekul ja pihustamisel.
Toote voo kulu Gf, kg määratakse järgmise valemi abil:
G f \u003d ψ f G pr, (1,25)
kus G f on tarbitud voo mass, kg;
ψ f - koefitsient, mis väljendab tarbitud voolu massi ja keevitustraadi massi suhet ning sõltub keevitatud vuugi tüübist ja keevitusmeetodist (tabel 1.9);
Tabel 1.9 - Tarbimiskoefitsient ψ f sukeldatud kaarkeevitusel
Kulunud voo massi m p p, kg, saab määrata ka ladestatud metalli massist.
Automaatse keevitamise korral määratakse toote voolu tarbimine G f, kg järgmise valemi abil:
Gf \u003d (0,1 ... 1,2) M ΣNM, (1,26)
Poolautomaatse keevitamise korral määratakse toote voolu tarbimine G f, kg järgmise valemi abil:
Gf \u003d (1,2 ... 1,4) M 'HM, (1,27)
kus G f on toote voo tarbimine, kg;
Keevismetalli mass, kg
Süsinikdioksiidi tarbimine määratakse järgmise valemi abil:
G CO2 \u003d 1,5 G pr, (1,28)
kus G CO2 on süsinikdioksiidi tarbimine, kg;
G pr - tarbitud traadi mass, kg.
Kui ühe meetri keevisõmbluse sadestunud metalli mass M NM on teada, siis võib energiatarbimise W, kWh arvutada konkreetse energiatarbega järgmise valemi abil:
W \u003d a eM NM, (1,29)
kus W on energiatarve, kWh;
М НМ - ühe meetri keevisõmbluse sadestunud metalli mass, kg;
e - spetsiifiline energiatarve sadestunud metalli 1 kg kohta, kWh / kg.
Laiendatud arvutuste korral võib e väärtuseks võtta:
vahelduvvoolu keevitamisel, kWh / kg 3 ... 4
Mitmepositsioonilise alalisvoolu keevitamisega, kWh / kt 6 ... 8
Automaatse alalisvoolkeevitusega, kWh / kg 5 ... 8
Voolukihi all, kWh / k 3 ... 4
Kõik arvutatud andmed on kokku võetud tabelis 1.10.
Tabel 1.10 - materjali tarbimise kokkuvõtlik tabel
1.11 Varustuse koguse ja selle koormuse arvutamine
Vajalik seadmehulk arvutatakse vastavalt protsessi andmetele.
Me määrame seadme tegeliku tööaja Fd, h järgmise valemi järgi:
F D \u003d (D p t n-D pr t c) K pr K s, (1,30)
kus F d on seadme tööaja tegelik aeg, h;
D p \u003d 253 - tööpäevade arv;
D pr \u003d 9 - pühade-eelsete päevade arv;
t p - nihke kestus, tund;
t c \u003d 1 - tundide arv, mille võrra tööpäeva lühendatakse enne puhkust (t c \u003d 1 tund);
K \u003d \u003d 0,95 - koefitsient, võttes arvesse seadmete seisuaega remondis;
K s - vahetuste arv.
Me määrame kogu töömahu, programmid T umbes, n-h, keevitatud konstruktsioonid vastavalt tehnilise protsessi toimingutele:
kus T about - kogu töömahukus, programmid, n-h;
B - aastaprogramm, tk
Arvutuste tulemused on kokku võetud tabelis 1.11.
Tabel 1.11 - keevitatud konstruktsioonide tootmiseks vajamineva tööjõu loetelu
Arvutame seadmete arvu С p vastavalt tehnilise protsessi toimingutele:
kus C p - tehnilises protsessis kasutatavate seadmete arv, tk;
T on programmi keerukus operatsioonide jaoks, n-h;
F d - seadme tööaja tegelik summa, h;
K n - normide täitumistegur (K n \u003d 1,1 ... 1,2).
Т \u003d ΣТ tk В, (1,33)
kus T tk. - keevitatud konstruktsiooni tükkiaja norm tehnilises protsessis, min;
B - aastaprogramm, tk
Seadmete aktsepteeritud kogus, C p, määratakse, ümardades hinnanguline väärtus ülespoole lähima täisarvuni. Tuleb meeles pidada, et töökohtade lubatud ülekoormus ei tohiks ületada 5-6%.
Seadmete koormuskoefitsiendi arvutamine.
Iga toimingu kohta:
kus on seadme koormustegur;
С р - tehnilise protsessi toiminguteks vajalike seadmete arv, tk;
С п - aktsepteeritud varustuse kogus, tk.
Arvutatud keskmine:
kus on seadme keskmine koormuskoefitsient;
Tehniliseks protsessiks vajalike seadmete koguarv, tk;
Varustuse koguarv, tk.
On vaja püüda tagada, et seadmete keskmine kasutusaste oleks võimalikult lähedal ühtsusele. Masstootmises peaks selle väärtus olema vähemalt 0,75 ... 0,85 ja massivoolu ning suurtootmise puhul - 0,85 ... 0,76, ühiku tootmisel - 0,8 ... 0,9 töötubade kahe vahetusega tööga.
1.12 Töötajate arvu arvutamine
Me määrame tootmistöötajate arvu (koostajad, keevitajad). Peamiste töötajate arv P orp määratakse iga toimingu jaoks järgmise valemi abil:
![]() , (1.36)
, (1.36)
kus P op on põhitöötajate arv, h;
T aasta on programmi iga-aastane töökoormus, n-h;
Ф ДР - ühe töötaja tegelik aastane tööaja fond, h;
K in - tootmisstandardite rakendamise koefitsient (1,1 ... 1,3).
T aasta \u003d T tk, (1,37)
kus T aasta on programmi iga-aastane tööintensiivsus, n-h;
T tk. - keevitatud konstruktsiooni tükkiaja norm tehnilises protsessis, min;
B - aastaprogramm, tk
Ф ДР \u003d Ф Д / К с, (1,38)
kus Ф ДР - ühe töötaja tegelik aastane tööaja fond, h;
F D - seadmete tegelik tööaeg;
K s - vahetuste arv.
Töötajate arv ümardatakse lähima täisarvuni, võttes arvesse seadmete arvu.
Tootmisliini korralduse abil määratakse põhitöötajate arv kindlaks seadmeosade arvu järgi, võttes arvesse nende koormust, võimalikku kutsealade kombinatsiooni ja mõjuvatel põhjustel kavandatud töölt puudumist. Selle põhjal määrame peamiste töötajate koguarvu O.r.
Lisatöötajate arv Р вр määratakse järgmise valemi abil:
![]() , (1.39)
, (1.39)
kus Р вр - abitööliste arv, inimesed;
Määrake töötajate arv Psl järgmise valemi järgi:
kus R sl on töötajate arv, inimesed;
Р вр - abitööliste arv, inimesed;
R o.r. - põhitöötajate koguarv, inimesed.
Sealhulgas juhtide (meistrite) P käte arv vastavalt valemile:
kus P käed - juhtide (esimeeste) arv, inimesed;
Spetsialistide (tehnoloogide) P arvu arvutatakse järgmise valemi abil:
kus P special - spetsialistide (tehnoloogide) arv, inimesed;
Rs - töötajate arv, inimesed.
Määrake tehniliste täitjate (ajavõtjate) arv P tech. , vastavalt valemile:
![]() , (1.43)
, (1.43)
kus P tehniline test. - tehniliste täitjate (ajavõtjate) arv, inimesed;
Rs - töötajate arv, inimesed.
Sisestage arvutuste tulemused tabelisse 1.12.
Tabel 1.12 - töötajate arv
1.13 Seadmete hooldus- ja kasutuskulud
Energiajõu W maksumus, kWh, määratakse järgmise valemi abil:
 , (1.44)
, (1.44)
kus W jõud - elektrienergia maksumus, kWh;
ΣN - elektrimootorite koguvõimsus, kW;
F D on seadmete tööaja tegelik aastane fond, h;
К о.ср - seadme keskmine koormuskoefitsient;
k o - elektrimootorite samaaegse töö koefitsient (0,6 ... 0,8);
Kasutegur C - võrgu efektiivsus (0,95 ... 0,97);
Kasutegur U on elektrimootorite kasutegur (0,8 ... 0,9).
Suruõhutarbimine tooteühiku kohta määratakse kindlaks tehnilise protsessi käigus, mille jooksul kasutatakse suruõhku, P comp, m 3:
R pigistada \u003d R h · S umbes · P c · T tk umbes. / 60, (1,45)
kus P comp on suruõhutarbimine tooteühiku kohta suruõhu kasutamisel, m 3;
R h - suruõhutarve tunnis, m 3;
Umbes - suruõhku tarbivate seadmeosade või seadmete arv, tk;
P c - seadmetele või seadmetele paigaldatud pneumaatiliste silindrite arv, tk,
T tk. - pneumaatiliste silindrite tööaeg, min.
Pneumaatiliste tööriistade puhul P h \u003d 2,5 ... 4,5 m 3.
Pneumaatiliste tõstukite puhul P h \u003d 0,1 ... 0,4 m 3.
Pneumaatiliste silindrite puhul P h \u003d 0,3 ... 0,8 m 3.
1.14 Keevitusdeformatsioonide käsitlemise meetodid
Esitage konkreetsed meetmed deformatsioonide ja stressi ärahoidmiseks kavandatud keevitatud seadme või konstruktsiooni keevitamisel, pöörates samal ajal tähelepanu keevitatud toote, seadme monteerimisüksuse, ühtlase või ebaühtlase kuumutamise kinnitamise viisidele.
Valige monteerimis- ja keevitustoimingute tegemiseks õige järjestus, valige servade ettevalmistamise ratsionaalne vorm, keevitusmeetod, vajadusel keevitusrežiimid ja seejärel kuumtöötluse tüüp.
1.15 Kvaliteedikontrolli meetodite valik
Märkige, milliseid kvaliteedikontrolli meetodeid kasutatakse sõltuvalt konstruktsiooni iseloomust ja otstarbest, selle vastutuse astmest, keevitatud õmbluste konstruktsioonist ja keevitatava materjali klassist (keevitatud õmbluste väline kontroll, hüdrauliline testimine, petrooleumi testimine, mehaaniline katsetamine, kiirgus, ultraheli, magnetiline jne) ...
2 Kujundusosa
2.1 Tala struktuuri kirjeldus
Kirjeldage üksikasjalikult detaile, mis moodustavad keevitatud konstruktsiooni. Kirjeldage keevitatud konstruktsiooni eesmärki, selle töötamise tingimusi. Selleks uurige kirjandust,.
2.2 Keevitatud sambametalli valik ja põhjendus
Valikul ja põhjendamisel tuleks arvesse võtta järgmisi nõudeid:
Tugevuse ja jäikuse tagamine nominaalsete tootmiskulude juures, võttes arvesse maksimaalset metallisäästu ja vähendades keevitatud konstruktsiooni kaalu;
Hea keevitatavuse garanteeritud tingimus minimaalse pehmenemise ja plastilisuse vähenemisega keevisliidete tsoonides;
Konstruktsiooni töökindluse tagamine antud koormuste, agressiivsete keskkondade ja muutuva temperatuuri korral.
Olles põhjendanud terase klassi valimist, on vaja näidata terase keemiline koostis ja mehaanilised omadused vastavalt tabelites 1 ja 2.
Tabel 1 - terase keemiline koostis
2.3 Kolonni riba arvutamine ja kujundamine
Ligikaudu võtame pikisuunalise painde koefitsiendi
Määrake kolonni varda nõutav ristlõikepindala A tr, cm 2
 (1)
(1)
kus N - koormuse arvutamine, kN
R y - metalli konstruktsioonitakistus, kN / cm 2
Kuna kolonniosa koosneb kahest kanalist, leiame ühe kanali vajaliku ala A ¢ tr, cm 2
Sortimustabelite järgi valime ühe kanali tegeliku ristlõikepindala (A ¢ d) vajaliku ala lähedal (A ¢ tr) ja sisestame kanali geomeetrilised omadused:
- kanali number;
A ¢ d cm 2;
I x, cm 4;
I y, cm 4;
Määrake varda ristlõikepindala tegelik väärtus A d, cm 2
A d \u003d 2A ¢ d (3)
Määrake kolonni riba painduvus x-x-telje suhtes, l x
kus I p on kolonni riba arvutatud pikkus, sõltuvalt selle otste kinnitusest, cm;
r x - liikumisraadius, vt
Alates l x määrame pandluse koefitsiendi j d tegeliku väärtuse.
Kolonni riba stabiilsuse kontrollimine, kN / cm 2
![]() (5)
(5)
kus y koos - töötingimuste koefitsient.
Kolonniribal peab olema minimaalne ristlõige, mis vastab stabiilsusnõudele. Ala- ja ülepinge ei tohiks ületada 5%.
2.4 Ühendusribade konstruktsiooni arvutamine
Määrake ühenduste ribade 2 vaheline kaugus I vastavalt joonisele 2, vt.
I in \u003d l in * r y (6)
kus l in - ühe haru painduvus, l in \u003d 30 ... 40;
r y - ühe kanali 1 pöörlemisraadius ümber oma telje, vt
Kanalite (b) vaheline kaugus määratakse võrdse stabiilsuse tingimuse alusel.
Selleks, alates tasakaalu olukorrast
![]() (7)
(7)
Me väljendame varda painduvust y-y, l y suhtes
Määrake varda ristlõike nõutav liikumisraadius r ¢ y y-y-telje suhtes, vt.
Määrake kolonni b harude vaheline kaugus, vt. Kui kanali riiulid asuvad vastavalt joonisele 3 sissepoole
Kui kanali riiulid asuvad vastavalt joonisele 3 väljapoole
Arvutatud mõõtmed (b) ümardatakse paarisarvuni.
Määrake vardaosa geomeetrilised omadused.
Kolonni lõigu inertsmoment y-y telje suhtes I y, cm 4
![]() (12)
(12)
Kui kanali riiulid asuvad sissepoole, siis a, cm 4
Kui kanali riiulid asuvad väljapoole, siis a, cm
Määrake varda sektsiooni greenimisraadiuse tegelik väärtus y-y, r² y suhtes, vt.
Määrake kolonni varda tegelik painduvus y-y-telje suhtes, l y
Määrake varda vähendatud painduvus, l pr
![]() (17)
(17)
Kui l pr £ l x, siis on lati osa valitud õigesti ja lati stabiilsust ei kontrollita.
Kui l pr ³l x, määrake l pr tegelik paindetegur j d ja kontrollige kolonni riba stabiilsust.
Määrake tinglik nihkejõud Fvv, kN, mis tekivad varda sektsioonis paindemomendi tagajärjel.
Terastele, mille s v on kuni 330 MPa
Fv \u003d 0,2 * Ad (18)
Terastele, mille s v on kuni 440 MPa
Fv \u003d 0,3 * Ad (19)
Määrake latt nihestades jõud T, tingimusel et latid asuvad mõlemal küljel, kN
Määrake hetk M, kui varras paindub selle tasapinnal, kN cm, kui latt asub mõlemal küljel
Me aktsepteerime liistude mõõtmeid.
Plaani kõrgus d pl, cm.
d pl \u003d (0,5 ... 0,7) d
Plaadi paksus S pl, cm.
Pealegi võetakse riba paksus S pl \u003d 10 ... 12 mm.
2.5 Kolonnide harudele ribasid kinnitavate keevisõmbluste arvutamine
Määrake pinge õmbluse paindemomendist kN / cm 2
kus W w on keevitatud õmbluse takistusmoment, cm 3
![]() (23)
(23)
K f - keevisõmbluse jalg, cm (Kf \u003d (0,6 ... 0,8) S pl), cm;
I w - varda kolonni külge kinnitatava keevitatud õmbluse pikkus, cm (I w \u003d d pl + 2I w), vt
Määrake keevisliite nihkepinge, kN / cm 2
kus A w on keevisõmbluse ristlõikepindala, cm 2
![]()
Määrake saadud pinge t pr, kN / cm 2
![]() (25)
(25)
kus R wf on keevitatud vuugi konstruktsioonitakistus, kN / cm 2
2.6 Veeru aluse arvutamine ja kujundamine
Aluse eesmärk on jaotada vardast tulenev koormus ühtlaselt laagripiirkonda ja kinnitada kolonni alumine ots.
Alus koosneb alusplaadist 3 ja 2x läbib 4. Plaadi paksuse vähendamiseks, kui arvutuste põhjal selgus, et see on nominaalsest suurem, tugevdatakse seda jäikustega. Ankrupoldid kinnitavad kolonni õige asendi vundamendi suhtes.
Määrake alusplaadi nõutav (arvutatud) pindala A p, cm 2
kus N on arvutatud sarrustus veerus, kN;
R cm 6 - betooni (vundamendi) konstruktsioonikindlus purustamiseks,
R cm 6 \u003d 0,6 ... 0,75 kN / cm2
Määrake alusplaadi B laius, cm
B \u003d h + 2S TP 2C (27)
kus h on profiiliosa kõrgus, cm;
S TP - traaversi paksus, cm (S TP \u003d 1,2S pl);
C - alusplaadi konsoolne osa, cm
C \u003d 10 ... 15 cm.
Lõplik suurus Bd võetakse vastavalt standardile GOST 82-70.
Määrake alusplaadi pikkus L, cm
Alusplaadi lõplik pikkus L d võetakse vastavalt standardile GOST 82-70, sõltuvalt sektsiooni konstruktsioonist.
Määrake alusplaadi tegelik pindala A d, cm 2
A d \u003d B d × L d (29)
Määrake alusplaadi paksus S op.pl. tema painde seisundist.
Konjunktuuriosa 1 painutusmoment M 1 määratakse pikisuunas 10 mm vastavalt joonisele 5, kN × cm
kus s b on vundamendi võrdlusrõhk, kN / cm 2
kus A d on alusplaadi tegelik pindala, cm 2.
Määrake lõigus 2 paindemoment M 2, toetudes neljale küljele, kN × cm
М 2 \u003d α × s b × h 2 (32)
kus α on koefitsient sõltuvalt pikema külje ja lühema külje suhtest jaotises 2 - tabel 3.
Tabel 3 - neljast küljest toetatud tahvlite arvutuskoefitsient
Jaotises 3 määrake paindemoment M 3, kN × cm
M 3 \u003d b × s b × h 2 (33)
kus b on koefitsient, mis sõltub fikseeritud külje a ja fikseerimata külje suhtest h - tabel 4.
Tabel 4 - kolmest küljest toetatud tahvlite arvutamise koefitsient
Plaadi paksus S op.pl. määratakse maksimaalselt kolme paindemomendi järgi, mm
 (34)
(34)
Ankrupoltide läbimõõdud tuleks võtta konstruktiivselt:
Hinged alused d \u003d 20 ... 30 mm.
Jäikade aluste korral d \u003d 24… 36 mm.
Jäikade aluste jaoks kasutame ankruplaate 5, mis keevitatakse sammaste paigaldamise ajal käikudele vastavalt joonisele 6.
Ankurdusplaatide paksus S \u003d 30 ... 40 mm.
Plaatide laiust b a kasutatakse sõltuvalt ankrupoltide läbimõõdust, mm
b а \u003d 2,2d + (10 ... 20) (35)
Määrake keevitatud liigeste kogupikkus SI w, kinnitades traaversi kolonni harudele, cm
![]() (36)
(36)
kus b on koefitsient, mis sõltub keevitusmeetodist;
K f - keevisõmbluse jalg võetakse väikseima metalli paksuse järgi vastavalt SNiP 11-23-81 (lk 48, tabel 38), vt.
Määrake ristmiku kõrgus h tr, cm
2.7. Kolonnipea ja selle ühenduste arvutamine ja kujundamine
Pea on talade, sõrestike toeks ja jaotab kolonni kontsentreeritud koormuse ühtlaselt kogu lati osa ulatuses.
Surve kolonni kantakse alusplaadile ja seejärel tugiribale ning läbi ribi kolonni harusse ja jaotatakse seejärel ühtlaselt kolonni lõigule. Ristsuunaline ribi takistab tugiribide keerdumist.
Me aktsepteerime pea alusplaadi paksust S o.pl \u003d 16 ... 25 mm.
Võtame kanderibide paksuse S p \u003d 14 ... 20 mm.
Kui pea alusplaat on paigaldatud tugiribade freesitud otstesse, siis võetakse konstruktsiooniliselt vastu keevisliidete jalad, mis kinnitavad alusplaadi tugiribadele:
Kf \u003d 6 mm, kui S o.pl \u003d 16 ... 20 mm;
Kf \u003d 8 mm, kui S o.pl \u003d 16 ... 25 mm;
Tugiribadest kantakse rõhk kolonni seinale läbi vertikaalsete fileeõmbluste.
Määrake vertikaalsete fileeõmbluste vajalik pikkus I w, cm
![]() (38)
(38)
kus b on koefitsient, mis sõltub keevitusmeetodist;
K f - õmbluse jalg võetakse vastavalt metalli minimaalsele paksusele, vt.
Kontrollime serva lõigatud t, kN / cm 2
kus A p - ribi pindala, cm 2;
R s - kavandatud nihketakistus, kN / cm 2
A p \u003d 2 × S p × I w (40)
2. 8 Keevitusmeetodi valik ja keevisliidete kvaliteedikontrolli meetodid
Kolonni valmistamiseks valime ja õigustame keevitusmeetodi, mis põhineb kõrge tootlikkuse ja valmistamise kvaliteedi tagamisel. Valime ja õigustame keevisliidete kvaliteedikontrolli.
2. 9 Keevitusrežiimide ja keevitusseadmete valik
Valitud keevitusmeetodi põhjal on vaja valida ja põhjendada režiimi parameetreid.
Režiimide optimaalse valiku kriteeriumiks on keevitusprotsessi maksimaalne produktiivsus, eeldusel, et saadakse keevisõmbluse ristlõike nõutavad geomeetrilised mõõtmed, mida reguleerivad GOST 14771-76, GOST 5264-80, GOST 8713-79 ja piisavalt madalad metallikaod jäätmete ja pritsmete jaoks.
{!LANG-1c691eeca78916cbefda5a5f10791485!}
{!LANG-444544925ba88b9cf0feaf03d846f045!}
{!LANG-eff1da1edb9d8f40e541ebb5b75abbbd!}
{!LANG-b8448f7363a89991d5f47048cb67f89a!}
{!LANG-21e50e07c681d4b6ae336f07f513a3b1!}
{!LANG-ddc6ada3c07f1d3818f456396168fb80!}
{!LANG-a732d8c4a76bf9921912f8202b5e2e65!}
{!LANG-f4fbe8a635332ec2d3be175591d0399f!}
![]() (42)
(42)
{!LANG-f1b2b95bde8095eb0bfb47a1b9c310d5!}
{!LANG-86eff31d920ec3aeb66d166e4f864caa!}
{!LANG-6446821dddd51b26ab306769e20f485c!}
{!LANG-df6c6136beebf1cf1bd1776a4550cfb3!}
![]() (44)
(44)
{!LANG-80308ad3291efb751c369abd3ae0428c!}
{!LANG-aa1ca510d4fea6aaf995c5998aea776b!}
{!LANG-d8dc2e9b113f6461123cf7a6875819f9!}
{!LANG-aff827a98e7b06e7bbfeaf9fcf1d009e!}
{!LANG-948ea26fef37700f257e4234d5419ad7!}
{!LANG-1a2eb20edcbabddb536aaa65ef417a30!}
{!LANG-dd5cb15a23f767cd05c1060c8b4af052!}
{!LANG-2d308a31ec6403cdf9549af10720e399!}
{!LANG-b1a98be7a5fd353810a900fc46b1d931!}
{!LANG-5ee34a3ecfb32ff49611b2b53c76a5c7!}
{!LANG-5c17d707be6e46199380af9f1fbe34c2!}
{!LANG-0d1cd14892db73fb727bf9c1498ca93d!}
{!LANG-51d4cfc576e04cf2b5b094eff231a38c!}
{!LANG-4fa9493e4e22165b6bc13f9835dcdeb9!}
{!LANG-725c470ec6df83484fb44572b2cb789e!}
{!LANG-953c025a50e1b08e98c95292647ad994!}
Kohalikku imemist saab kombineerida tehnoloogiliste seadmetega ja mitte seadmetega ühendada. Need võivad olla statsionaarsed ja mittestatsionaarsed, liikuvad ja liikumatud.
{!LANG-386e2aa51269e166e87ce20f5191c218!}
{!LANG-b1625ded57ff195d69a04965c3a01640!}
{!LANG-50f7bc9c799dcddd8767c348bf1ce3f9!}
{!LANG-6ce9619e2ba1ed02de84a5a63c6fc9bd!}
{!LANG-683cc376d600542b2256ce2c78ed45d9!}
{!LANG-adbc1e13070cb4c64ee8e1c64f4c8005!}
{!LANG-169fcee9bfd8e5c77a107162fe646d83!}
![]() , (2.1)
, (2.1)
{!LANG-31e930a28e3a9740ebed68b526a4fb03!}
{!LANG-2a5ec3db5e67ff31532c42ba4116e841!}
{!LANG-a86c30106a801285f927ed526057508b!}
{!LANG-dbe59b108212de6243152c7f09e93b6b!}
{!LANG-e52f8f091a62b3f5b51ac87235301625!}
{!LANG-ed7d36d9c3b046b190ca57119d23b5dd!}
{!LANG-3f94fcdd9acc8cde3c5379097b637cc6!}
{!LANG-3d49a0a1ee44a003ccab85d0d28963ba!}
{!LANG-ec4d7685c17c9e727550751539ae8c25!}
{!LANG-e816625562e8ed24b5434f3174f15e70!}
{!LANG-ac0d66fab5f12598da249878f651fa54!}
{!LANG-73fc5c0b9a5fd2af19eb3eef0725af16!}
{!LANG-745fda3bb758b5101c3be9c12465108d!}
{!LANG-8c47fa41f9dc64441869adb8f390b8ec!}
{!LANG-916e0211b78a9ee8f9e991a7460f4199!}
{!LANG-da81bdcc929a74aa066d878cfee2d3c5!}
{!LANG-87cd76327513759a8e96e5a363b292de!}
{!LANG-7881b635c462aeea57bc33d621577ca5!}
{!LANG-c096872e341c6c6251bfbc5d9511f70b!}
{!LANG-eda1a892d0b7ef74d70bd755e077d2b9!}
![]() , (2.4)
, (2.4)
{!LANG-aca2c8c50e228617b0653e6949415ece!}
{!LANG-dc99e1adb6011e03a3c4eb3020715b8f!}
{!LANG-2e8d744244674c8c883522beb42ef40b!}
{!LANG-d6f8b7ed017a1dbbfe450198d466ead8!}
{!LANG-eab6c77060a608614d8c779f53795a47!}
{!LANG-99dab0436e65dc79eb2c12103bddba5b!}
{!LANG-314891e221f0a049df13a696b648fd7f!}
{!LANG-d82fe80eddefae436058de8353759f42!}
{!LANG-8032a729305c41706678742f589e9739!}
Valgustuseks vajalike laternate L arv arvutatakse valemi abil
 , (2.5)
, (2.5)
{!LANG-188397004497e1b540e19b607d1d11fb!}
{!LANG-8a3a9791594c79fd0776127f5b679ed8!}
{!LANG-56f8f150aa73a6805471a767b2847aaf!}
{!LANG-2300ee52684009e70e69df659927d806!}
{!LANG-510d66c7bc9205d566dbc184ac0c705d!}
{!LANG-9a526b2c22491e2ff595843052562012!}
 , (2.6)
, (2.6)
{!LANG-ee7ab2517870b6c8bbe9e0a828f01a6a!}
{!LANG-ea773a52599ebbfa731fbc02a910cec1!}
{!LANG-9644bdd96823aeeeaa49eccfa0686013!}
{!LANG-f51e2e3d47c8ac08e079282d05dc6234!}
{!LANG-3b0079a45f72308da4fa0cb85db60025!}
| {!LANG-2039b242563c69816a898bae5d6f2eb3!} |
{!LANG-a05e3ae1e3beaea9fa81e534165cb852!} |
||
| {!LANG-db09b147467393856b6d57263f618d7d!} {!LANG-7521f3b1cc249ad2662159ac59a83d5f!} |
{!LANG-db09b147467393856b6d57263f618d7d!} {!LANG-7521f3b1cc249ad2662159ac59a83d5f!} |
||
{!LANG-6519b0165043339e10ad536de64e289c!}
{!LANG-d1e9e5a693d7df174bf2058ff63ad92f!}
{!LANG-a4e9b24758d72d4b92d5b44e4a173f35!}
{!LANG-884d313595cfeb9fe70662e54048b201!}
{!LANG-bde4621bdcfdd10366b4bdeb9a08420c!}
{!LANG-4f3b6fb1b4c2d64ca2639973cf951b68!}
{!LANG-143512a70e94d4be96dad6a2e5dab117!}
{!LANG-fe537150e6a7e845691f6f735b98c15a!}
{!LANG-ae2f36d13248bfcbf41ef4e38da8c970!}
{!LANG-6592b92a5472cd7a87334d0b2be71ba4!}
{!LANG-34cb63775b198e34a7cb0e2cec6a96a5!}
{!LANG-89f47a38c36efefb3fb840e08d7315c8!}
{!LANG-d628b2886007b2086b3c1c132e0f66c1!}
{!LANG-a3c445ffb85e32c608cbaea0899b89e8!}
{!LANG-5129d5c8de5150cf0f120591c1853dd4!}
{!LANG-a1c713b0760fa5a8d18197d364a28b5e!}
![]() , (3.3)
, (3.3)
{!LANG-72a743165e78903711c53472df60d254!}
{!LANG-3206dfbce525f0a2e716911d20e26aba!}
{!LANG-b220c020ef00b38535a5a798767bdad8!}
{!LANG-983423e555659d8b9c7d3f673def5c0b!}
{!LANG-8a7e71e14a0b574d7c0ce4594b511eda!}
![]() , (3.4)
, (3.4)
{!LANG-3abc94ef2eab269ec10602628afe50c0!}
{!LANG-953e1028e31612a8ecc65ef9de6b682d!}
{!LANG-247a634f57800415ab7fe727ad1a1752!}
{!LANG-86e2ccbed2ff79fb5f9761faebe3b4ef!}
{!LANG-e5145718bb4cb751b9739e0b5980d404!}
{!LANG-951c01c03c3c7dae4efc9e1a5c99488d!}
{!LANG-a2628e9e4b13160b18e9461d88f703fd!}
{!LANG-af19c3b1896cf2dd783660f7a73683e9!}
![]() , (3.6)
, (3.6)
{!LANG-14036ce15a2b493b7b34b6d37586c391!}
{!LANG-001924dd4b64a7706cbf20645ba7086c!}
{!LANG-6af0b1352ae88daa79523d85a25673ec!}
{!LANG-edc68a7c530e1bf6ac979cb89c2bc03a!}
{!LANG-3d84d8d7959b793452ccc4dc2ae7d2e3!}
{!LANG-bcbef262b0a8f88e299cf58e6120779b!}
{!LANG-c4f2b2a4b20eec0f42523d658d79fd72!} {!LANG-a5696a66ed0017272b42036a00729506!}
{!LANG-ebf77d280aa772a9f525a8ef9a0f2a6c!}
{!LANG-9098d05033ba47098c602b697659a0df!}
{!LANG-4cb0eb24e17b1069cdd5e472cda3c82a!}
{!LANG-0b63282c207a7068f86f677713890811!}
{!LANG-f1580c3934301dfc46578eec4b02fa09!}
![]() , (3.7)
, (3.7)
{!LANG-b4105a8365f96fbf4ef90b1000a2102e!}
{!LANG-dfaa8b5f5e3ecc7168743096b6898038!}
{!LANG-a49cb03a839e7348d3c4d8500f4536bc!}
{!LANG-e5e98d698c7e3db34f368a1eac89ddc6!}
{!LANG-65b0d24ed4cf54b2ec439a09d69d0950!}
![]() , (3.8)
, (3.8)
{!LANG-b4105a8365f96fbf4ef90b1000a2102e!}
{!LANG-ebb34651f0b9e0ed78c13cbb1ad2659e!}
{!LANG-fc859e9c76f8266ca97681827a9bc8a1!}
{!LANG-43b13faee6302ab51930f0ebadbc5174!}
{!LANG-dc55d0ce0862ba1abb58cb0b7e6a0a92!}
![]() , (3.9)
, (3.9)
{!LANG-36ab73f97108d97deb15005a20b48051!}
{!LANG-096120b8318f05ba42b011248c3da793!}
{!LANG-ee430290cd06eb5a21134d534074ef7f!}
{!LANG-61e634350346261d0be3283b7116ec5b!}
{!LANG-57180a37f43fce9ee1141dd9a607c189!}
{!LANG-13458f416b21ebb2a729fffad294a0f3!}
![]() , (3.10)
, (3.10)
{!LANG-69c2892b0e9404e6fba61a39316121ec!}
{!LANG-25e6f343ee95f7e8fbddab6c86d51511!}
{!LANG-e2d5963650a874c1fa819fe72b648f4a!}
{!LANG-10967b293ee38c624f880ed2bc3f626b!}
{!LANG-777ecdc629cf07fad4406ab02cc0e37e!}
{!LANG-0bef082bb6b1b8a5f757d1fc4dd6a85b!}
{!LANG-da79fba1dc525d047fe5f95872d9676b!}
{!LANG-29416edc1c6b030cda61a693163d287e!}
{!LANG-727a8824812a6ac965a84b709efb402a!}
![]() , (3.12)
, (3.12)
{!LANG-b9446365418c8ee365fdb08be6330b20!}
{!LANG-32e7b540cb0cd90e8ad5a77a3f11230d!}
{!LANG-60fb5e43a65f4a0b6863b4de2352be9c!}
![]() , (3.14)
, (3.14)
{!LANG-808dfc3f24198284d7296ff5f33d5ce6!}
{!LANG-b9446365418c8ee365fdb08be6330b20!}
{!LANG-e8b3bace94c585b3b77f69c45917dcce!}
{!LANG-91ed8b0f290db97a301a6bbf33f525e0!}
{!LANG-e1ad7e90cb60e8d189a31ee371419f12!}
{!LANG-b9446365418c8ee365fdb08be6330b20!}
{!LANG-a65a3d8a41354cf893f3f77a6569de28!}
{!LANG-3968a58933d210ea9ae76306e696afa8!}
{!LANG-50d720ae43c4c027fe4783042da030c6!}
{!LANG-7a1caca722bad608c817ade3f19f80ea!}
{!LANG-22d55dc8102df1cc25b1bdf68340379c!}
{!LANG-2204d4cebd9a6501ad80c153ecf793ae!}
{!LANG-55360713e0791c4fd241e902cd052fbf!}
{!LANG-e7681977d8359465c93f6bbf2fb679b5!}
{!LANG-e821dc5656e390594a441c3162c42a74!}
{!LANG-9fcc4106e2800d15ad4d715ea5edb131!}
{!LANG-2c852ef35e45c652b52968dea692ee36!}
{!LANG-6dbd566778cde39b4abcd771c3de06b0!}
{!LANG-7fc1dd0ba2cb6043e32fa24bb4aa996d!}
{!LANG-f6affd46f010f9e0eb3c3514c8f0b7f2!}
![]() , (3.17)
, (3.17)
{!LANG-57294100de6998aa89ed9a52675ca534!}
{!LANG-0bef082bb6b1b8a5f757d1fc4dd6a85b!}
{!LANG-6410c877a0d537820bfcc0031da96525!}
{!LANG-f0ced4750d5258a520f0406cc949ba8c!}
{!LANG-99a5ddf3f4a64507a3533053aea75191!}
![]() , (3.18)
, (3.18)
{!LANG-a505e4859c3b6736b5f96e616b8fea13!}
{!LANG-0bef082bb6b1b8a5f757d1fc4dd6a85b!}
{!LANG-575c4fb1aa7ca4cb9cf060f478f80cac!}
{!LANG-b96077682ceefb1aa7964e58abbb7db9!}
{!LANG-c2f21f6e7c303d07de49e7bd6244010b!}
{!LANG-17953c18acfedbfb29c4f4cbdb60d117!}
{!LANG-ae962a633c9a38a690d107ad38d8e2ff!}
{!LANG-9d059a9cc2e7baab230e4b41fbbb3afe!}
{!LANG-2c22311eecf66965684eee0bd7bf0abb!}
{!LANG-f89c805f0564d187bedd4436b95ecde0!}
{!LANG-d235143346ebe783d30799498758e14c!}
![]() , (3.20)
, (3.20)
{!LANG-943fbadfe183191ebc038cf5d7ac2189!}
{!LANG-5a7e8818699a4e785efcc28729d62b9c!}
{!LANG-a24a7416edba53973dc0e444d6ecbcff!}
{!LANG-a7b87a71fa45c369adf7b92dba21aa56!}
{!LANG-c4aa222af310c56b24f960a0ad7563a6!}
![]() , (3.21)
, (3.21)
{!LANG-944bfd860de4c233857bd32cf76b11e1!}
{!LANG-83ec83833dc064874e7a51d313cb7312!}
{!LANG-d075eb1aed7f2c5c4efbc008af44157b!}
{!LANG-e78864ddd8018f3cf4e3c36c52cef36c!}
{!LANG-a9180d5395e4f2698496d10e17f45b43!}
{!LANG-a492f4f9b30b15086345f07371217819!}
{!LANG-883f67d4e9c120ec64bacc6f2858a9d2!}
| {!LANG-c427e834eb9c49668ffbbbb249ab0f4b!} |
{!LANG-5c4db0bed79c4ddd4f16bead5a2ede31!} |
{!LANG-30a3c7be3515ff6839df7dc3982a5543!} |
||
| {!LANG-a3026efcb65cf0b36bc601b4fcebea69!} |
||||
| {!LANG-0715ee90065710444186f68c2fc373e0!} {!LANG-b9cec6a153153bb2866696806eaf5274!} |
||||
| {!LANG-56437c7ec766edd48da46c8e2a4cfc37!} |
||||
| {!LANG-67b09fc8b7e5df1877f8caa7113ee167!} |
||||
| {!LANG-20189a25c6d10439ae99be432d2a943b!} |
||||
| {!LANG-ced0fee94eeff1b5ce4eb565e4566dca!} {!LANG-ba0b364f8ccdee307a1e0f5a3273b838!} |
||||
| {!LANG-43a405aa04f8362ea8f8e912ee46f588!} |
||||
| {!LANG-1c0c843779427cfff4d53c8e3baddf89!} |
||||
| {!LANG-cdfc733b7199f8cc218a4b7c07769938!} |
||||
| {!LANG-4b043d9694872791fdf0b5e271316c84!} |
||||
| {!LANG-33ef74adf364f7620867fb3f69945945!} |
||||
| {!LANG-6eb31c71adbd4a1fabf20f24e27ae97f!} |
||||
{!LANG-9e715c3c78c5fde35597b589d7a159c6!}
{!LANG-10e6ba4386483cc7a98982599b14a152!}
{!LANG-f5db2c4c0a0048461b3fc32550e77d13!}
{!LANG-60474a5dbb90db7a9a344434b7ead222!}
{!LANG-af9facea5f41e87df39bd081debd2123!}
{!LANG-3b0aa63d3da662024107b542abbf6c98!}
{!LANG-d615bdc57d7c0b306beb0678cbbff4df!}
{!LANG-44c72568bd66e0346f444dd4902d7d22!}
{!LANG-fe27a272deaacd5ad5bfd75961d31688!}
{!LANG-c754db04912f00592f7c4d3d71521035!}
{!LANG-3b38a8250d545ecac3c4eaa50a377f26!}
{!LANG-a5b5015293d8ac4605d4d5c54fb77727!}
{!LANG-88e86e35b6f97b951b24ab247c6e3fda!}
{!LANG-f464b2583b1c52fbc08f890fa6ada9e5!}
{!LANG-6fe0c603762a68f9d3bccdf0fab6af33!}
{!LANG-88a69ca555df668f57bd065a03859010!}
{!LANG-b213daa93c8f365fc16f58802d8a62a5!}
{!LANG-85503b2f8d598dec527d3501aeceee68!}
{!LANG-8513ad01cd02edc7c1333fc12c418a1f!}
{!LANG-9e1da1d8ee26e7c1cb8075b8d7b1b996!}
{!LANG-fda41b7aae44bb5555c17944355fb64e!}
{!LANG-6fb7df9de8f0b1d7ecddad8d797333dc!}
{!LANG-986109b045e8d447bebb8b23a5bfa9d8!}
{!LANG-f4c3a432548b88c5f51ca329812438d6!}
{!LANG-1da270211c9dcae88d3a23a473cc3944!}
{!LANG-93c6cf3a7c8b1df96ca58696702b45e6!}
{!LANG-d2bbe96cce80d31a56cc5545794ef42d!}
{!LANG-9ae2b43191024c0761dd0404133f749a!}
{!LANG-f1e4cfea0e00c0e42d3da24e18ae39a4!}
{!LANG-6aac52a009d0f9b5a44351c272dd1eab!}
{!LANG-103f1bcab52db37ddc827b048c09b29f!}
{!LANG-7b6142e685ec410bbc0ebf50765a0d7a!}
{!LANG-93feef65f5ae7781a08ab879c7f118dd!}
{!LANG-d93b6f5fc6c09e8b74b7748529f55353!}
{!LANG-533b2c2a870b2eb8d3076fe56e04ee22!}
{!LANG-e2322724091d0e0ee200585324db1a6a!}
{!LANG-c47f5125bf84f91c4c5137c157daef5d!}
{!LANG-3b48a489dd8e6765025a9d1cee806753!}
{!LANG-f74507010308dc4d6379771a8f1a384d!}
{!LANG-469947733073dcfdda5d3f6ce7618abb!}
9 {!LANG-e7e8bd084b9788ec1ab40010543aa8e1!}{!LANG-f8361573c952355e8c28bdfec5b4aea7!}
{!LANG-dfc0258076729bd6ff8687b1788eefd4!}
{!LANG-2403f7e07788e36ea4e7c7b04228aaee!}
{!LANG-8a02b5b5c3812a16ffc5fcf6b234554e!}
{!LANG-38813429c3658d28c2282fe3e896712b!}
{!LANG-7083de46325f266fc57aba36d0684f2d!}
{!LANG-7ac4881c639e927fa32dd99251c5cf2d!}
{!LANG-581baeb3620b83c7c7f16436cce7ae31!}
{!LANG-53423c1c7ceb2eabf771cad77fed811f!}
{!LANG-0a4ba94d68ee5a10458ae3c11fd47a04!}
{!LANG-57d14f93dbe1a8066e398a461620c756!}
{!LANG-167521e1b87d254ee280beee3f6ef216!}
{!LANG-7cc1266d4a50f630e39e07e0abcca3f0!}
{!LANG-c091f0751850249f5706db0e0411571c!}
{!LANG-4890b8cae9bfdcf47cc57dea7940dc07!}
{!LANG-542e992a5d8ff278fd1d4fe6c8a686ee!}
{!LANG-b7387942df2de5b916858d663af851f7!}
{!LANG-f3a550160613adfd86dbcc43d347564c!}
{!LANG-d75f3f228aa8e41c1ecf2261590792d7!}
{!LANG-7bf613c3f792927fd5cf6d72d402a312!}{!LANG-34679e5badd0415d66e0f881a638f53a!}
{!LANG-b8cd2d78f28992ab5d579204de050b99!}{!LANG-e45fc8a85d2e9ee6d98fa92fdff2cab7!}
{!LANG-75ee3c6d911d8fb60a4d138133bcee12!}{!LANG-a9c959b251e99e7097974c48a2c1e764!}
{!LANG-c0463dfb1f794ce0fb81f2a481ba9c0e!}{!LANG-2174b20291db35d1487a0120f21d8048!}
{!LANG-ca2914efe1f9eec4cfca9bb598113131!}{!LANG-2fb9fff85e55235b2eb06238a257a2c2!}
{!LANG-c70fd6774e1e1448effb0c2dd80e6152!}{!LANG-4e1c630aecd11cf4d9c7493812a72de1!}
{!LANG-da99c1170efcde8bd46c469df4da37f7!}{!LANG-a093a6b153cf8ab41abf2153e2783e3c!}
{!LANG-ba307049c442a419796c050571c69b75!}{!LANG-3ebf189b899133f56a59bce000ffd0ad!}
{!LANG-fa583fad5721a7276edd5f0acc2eaa89!}{!LANG-a64ab94b78675209a29b816ecff7c0fb!}
{!LANG-3f574dc6c7c095e301d75d42a9d50843!}{!LANG-a5914d214e591219fc3594d523c84bb1!}
{!LANG-f8fa3d2b85bf56a71b9c4f9321624186!}{!LANG-df5bb5e7804d494350549933b93286fd!}
{!LANG-5e88fcf691023bbf0e4b052b2703f5f9!}{!LANG-b70119a4724009dc7496128d754ffe31!}
{!LANG-ec6a2c04556f1836dcb5c1c64a37ff4c!}{!LANG-c81395c29d2eebdaa22328bc5f5b37a2!}
{!LANG-ff335329262d3634ce7feb48aff1c467!}{!LANG-b8538c2b1feca3d9b15c3a9f180582db!}
{!LANG-dfaabcd2fb4d8a4ed218fdf4bf672386!}{!LANG-2b432874318d8bd3b6ac9bd98a160e14!}
{!LANG-7895d63430b6c43b3296e14104eeec36!}{!LANG-6889c25a78a0ccaaef88f003ea709d1e!}
{!LANG-7b0f2bd19c788810f1097553a368be7e!}{!LANG-fe7c29858aba0291516ec7c9ac8fb36f!}
{!LANG-f559ea4aa4ff9435653a4952733011ae!}{!LANG-2780b4dc48e0813f17d444546aae91bc!}
{!LANG-6d31e396a0c33b09d744b9333085dfb1!}{!LANG-08fdbdf3e82dd530303bec51895f39f1!}
{!LANG-26ba5f406d3ad7b98f636da062bfb6b9!}{!LANG-5208c9e9f56ca3a5cb55e01cbc2035be!}
{!LANG-ebdba2db168b07331d6741ea1723007c!}{!LANG-78d83df823c7da6e13d3bd971abdbb58!}
{!LANG-71be5f09bcf4f382dd51493d9e2ec11d!}{!LANG-44807ea42a6347baa0a9764ce434275e!}
{!LANG-ff335329262d3634ce7feb48aff1c467!}{!LANG-5876b1eba274536f5ae64da9f82b36c3!}
{!LANG-7b0f2bd19c788810f1097553a368be7e!}{!LANG-94261da0253f2a2c5f9d023715ad148a!}
{!LANG-23abd28021ebc6e1d879021cca9e7e27!}{!LANG-75aa6d584591c30bc0c987ac87a2961b!}
{!LANG-ca2914efe1f9eec4cfca9bb598113131!}{!LANG-b133973b48b59ffcfc3bb6b5d3725405!}
{!LANG-6b669e1fbb4f2eeeffb245d5d27a6d3f!}{!LANG-479289107dc121a6ae0ccc83c546070f!}
{!LANG-549d996ba4a94e5d71b20f7189204173!}{!LANG-90b8e69535703262b90cad322e4c680c!}
{!LANG-8dc91c55e2b28e6bc266f7808ca8ff3a!}{!LANG-73c0ce2913debd5c46f2dd05d7e7042d!}
{!LANG-db9ae4394b41ca1959a58a8399985d9f!}{!LANG-d5b1a58d7437f529fa90635d9d28d967!}
{!LANG-43556ef93cc3459c801bf1bdd6c69e5c!}{!LANG-7930578157d43c34cb8c53afb8591cb6!}
{!LANG-8937f50106ed24aba13700224694e084!}{!LANG-d0afcb2f75cc7d29c2c29d1289e2d7fc!}
{!LANG-9d39d072684ff311ce8301b2773d48dc!}
{!LANG-d7567557c64bbd05124c1b7db456c89c!}
{!LANG-7a2ccf793ce673b535b291a361f02095!}
{!LANG-363babdb3ab5b27948ebf55daed71b67!}
{!LANG-cd7285b944f32bb56920620910765d50!}
{!LANG-1ebb31a94aa50b9098b0bc9b38ae3792!}
{!LANG-b4105a8365f96fbf4ef90b1000a2102e!}
{!LANG-52477a34bafe666b874ed0f939101507!}
{!LANG-f508390aae362307ea47bb51bde905e2!}
{!LANG-f9ea01eb3d2dc97d98d7edf6a0de30d9!}
{!LANG-546d8facf382c77ed6c2460e3e09da41!}
{!LANG-55f89f3932c91417ba6cdeac676a735f!}
{!LANG-8c27ff6f203d54a6df8dddeaccfe0425!}
{!LANG-751236a9895bb99c776e7a461b07a1da!}
{!LANG-4603eadd675ecefff317b86395ca6c3d!}
{!LANG-ed9c0f2487080663f3c12ab20d96ccb9!}
{!LANG-3b7661c5d74864ee54731645081c7fb9!}
{!LANG-1e6d5c0e3399bc43cf5871161876ee04!}
{!LANG-9a95271bf10a66fe7e2ebbb980c5d639!}
{!LANG-6f10dd969ee570721d453b7671388184!}
{!LANG-6a427d9022d1e17e7401ca0c12ef5605!}
{!LANG-1fdcc26eed859d1e4cd6ec63402a639f!}
{!LANG-ecc87dfb3f07611c2f34afa3f03dcf1b!}
{!LANG-e1ca92cc0a49d694ad28c7f39ce7d4ca!}
{!LANG-a877aee605f3c934d8bd070fb76989f3!}
{!LANG-294492dbdb4821667b9a0adcb56abb06!}
{!LANG-49a1286b54063fedf984875b67045948!}
{!LANG-48deb68743ffbbc23e28c7f474ec4ba6!}
{!LANG-e3121cd77043296290244ec6564d2640!}
{!LANG-1defe6437942f08dd8293e1140ef70a5!}
{!LANG-19b991fef04a903bb528e65c643e674d!}
{!LANG-00f0493649dc691baa39b32ae314ab49!}
{!LANG-609aecd0deec5409ef2d3170025653b0!}
{!LANG-ff08ac1638c461ba0cbe9d04115da261!}
{!LANG-393783287a7d43176bb5ea38511eb591!}
{!LANG-7af05e2136ba2b0a2e8293c8a8c8d8e0!}
{!LANG-d7838b1d59bff433f19610778e2dedf0!}
{!LANG-194f1f8cc255e938b75f0e6779228d5a!}
{!LANG-4fe44fcc73755c8a4e05c60f2f518baf!}
{!LANG-baeb50d83ecbb59e3b61ac5c159aa29a!}
{!LANG-db131b09a34d9af8fca177b967dce056!}
{!LANG-104670c27f371728231002b98e975374!}
{!LANG-44f7ad678c1907b9b4dd1b25ff00e320!}
{!LANG-dd01d0341dc22bc63fea917a43e69af2!}
{!LANG-2ea691beaf601da56b17a1ccc99281a4!}
{!LANG-b6503f6ee5e4cf222ae8697d28250c50!}
{!LANG-397f111f853b68d036b9ccc7a7cb2299!}
{!LANG-bd1fd6cbfcf1b61e67f2540649d22cdd!}
{!LANG-a9dfbe60dfe917cc5a65eb4073f92fdd!}
{!LANG-a432487a5092e38959d1a20e11d2689e!}
{!LANG-36f62be1dc4b4b5731e684d387c67a75!}
{!LANG-5dcb4d486573738d5d4c6bdb5a052041!}
{!LANG-3c6f8a61b2a54095aeb98ac4acdae68f!}
{!LANG-080f1da4862845c0c87b128d9fd829de!}
{!LANG-8d52dfbb83480db46d735d7500ecc14f!}
{!LANG-167b27a7d3fa921d152beacc227ce96e!}
{!LANG-a463a390db805f0cf41ac98f42132e30!}
{!LANG-e61e8436c9f0d918cdad557ac68fff20!}
{!LANG-5dcb4d486573738d5d4c6bdb5a052041!}
{!LANG-13fb1da670e66efb670ffb2b10902276!}
{!LANG-aa9a7abc9b821159e606b3c894717c16!}
{!LANG-b9b6a1796f4ece899631cc4899565c12!}
{!LANG-776ad19b2ae55221866b540696297a63!}
{!LANG-319cb8da336e2e23c3d3fc48aaff5f15!}
{!LANG-a45e198bf96b2b45fb62f65802920911!}
{!LANG-68e97d2c3063f89b2f0141cb9d627e8b!}
{!LANG-a1d2604eb95f38034db7aedabeb40376!}
{!LANG-3ac2170cc382f32f7a69f61c19e8f3de!}