Ettevõttes lukksepa töökoha korraldamise reeglid. Mehaaniku monteerimistöökoha korraldamine Montaažitöö mehaaniku töökoha korraldamine
VENE FÖDERATSIOONI HARIDUS- JA TEADUSMINISTEERIUM
Föderaalse riigieelarveline eriharidusasutus hälbiva käitumisega lastele ja noorukitele
"Suletud tüüpi Raifa erikool nr 1"
Katseülesanded erialale "Lukksepp MSR"
Master p / o: Galiullin A.T.
2015 aasta.
Lukksepp
TÄISNIMI____________________________________________________________
Mis on selle tootmisprotsessi osa nimi, mis on seotud materjali kuju, suuruse või omaduste järjestikuste muutustega, et muuta see valmistooteks?
1.tehnoloogiline protsess
2.a ehitada operatsioon
3.paigaldamine monteerimise ajal
4.üleminek
***********************************************************
Mis on selle montaaži töövoo osa nimi, mille viib ühes töökohas läbi üks töötaja (või töötajate rühm) ja mis hõlmab kõiki järgnevaid toiminguid teatud üksuse kokkupanekul?
1.vastuvõtt
2.siire
3.operatsioon
4.installeerimine
***********************************************************
Millistel juhtudel kasutatakse osade töötlemisel lappimist:
1. puhta pinna jaoks
2. sileda pinna jaoks
3. paarisosade tihedalt suletud ühenduse saamiseks
4.välise sära jaoks
***********************************************************
Millise arvutuse põhjal võetakse valmistatud keermestatud stantside paksus:
1. vähemalt kolme niidi jaoks sobivaks
2. mahutada kuni viis lõime
3. mahutada kuni seitse niiti
4. mahutada kuni neli lõime
***********************************************************
Millised on kraani lõikeelementide nimed?
1.töötav osa (sissevõtmine + kalibreerimine)
2.kalibreeriv osa
3. sooned
***********************************************************
Mis on selle kraani keermefunktsiooni nimi, mis enamikku keermestamisest töötab?
1.kalibreeriv osa
2. sisselaske (lõikamine) osa
3.õu
4.square
***********************************************************
Mis on niidi läbimõõdu nimi, mõõdetuna niidi profiili tippudel?
1.keerme välisläbimõõt
2.keerme sisemine läbimõõt
3.keerme keskmine läbimõõt
4.nikerduspikkus
***********************************************************
Mis on sama nime kahe punkti piki keerme telge asuva vahemaa nimi?
3. soon
4.top
***********************************************************
Mis on kinnitusdetailide süvendite saamiseks kasutatava tööriista nimi?
2.reamer
4.keskuse puur
***********************************************************
Mis on masinaehituse peamise külviku nimi (silindriline või koonusvars)?
1. esimene
2.ühendatud
3.spiraal
4.kahur
***********************************************************
Kuidas nimetatakse painutatud materjali sirgendamiseks operatsiooni?
4. sirgendamine
***********************************************************
Millist toimingut kasutatakse siledate hõõrumispindade paremaks saamiseks ja paarituspindade tihedaks kinnitamiseks?
1. poleerimine
2. esitamine
3. kraapimine
4.sander
***********************************************************
Milliseid kraane kasutatakse silindriliste ja koonuskeere sisselõigete ja pimedate aukude lõikamiseks?
1.monteeritud kraanid
2.mutrite kraanid
3.Masina käsikraanid
4.tablid
***********************************************************
Milliseid stantse kasutatakse kuni 52 mm läbimõõduga niitide lõikamisel ühe käiguga?
1.väike sureb
2.tahke sureb
3. libisemine sureb
***********************************************************
Mis on dokumendi nimi, mis näitab toimingute jada, üleminekuid, kinnitusi ja tööriistu?
1.tööjoonistamine
2.Sketch üksikasjad
3.kontrolli kaart
4. tehnoloogiline kaart
***********************************************************
Millised on nende pindade nimed, millega toorik asetatakse (fikseeritakse) paika või masinasse?
1. masina jalad
2.sulg
3.installi alus
***********************************************************
Kuidas nimetatakse operatsiooni üheosaliste osade moodustamiseks neetide abil?
2.Suunamine
3.keevitamine
***********************************************************
Augu lõikeriist:
4. skaneerimine
***********************************************************
Tööriist märgistusjoonte ankurdamiseks:
***********************************************************
Augu viimistlusvahend:
2. skaneerimine
3. süvis
***********************************************************
Millises mõõdiku niidis mõõdetakse?
1.millimeetrites
2 tolli
3.in arshins
4. meetrites
***********************************************************
Kuidas nimetatakse detaile pärast kõvendamist sirgendamiseks?
2. sirgendamine
***********************************************************
Kuidas nimetatakse toimingut, et saada kinnitusdetailide süvendid?
1. Valamine
2. süvendamine
3. kasutuselevõtt
4.puuritud
***********************************************************
Mikromeetri eesmärk.
1. lineaarsete mõõtmete mõõtmiseks
2.välisläbimõõdu mõõtmiseks
3. siseläbimõõdu mõõtmiseks
4.mõõdude mõõtmiseks
***********************************************************
Kiibist väljumiseks kasutatav keerdpuurielement:
3.Lint
4. soon
5.ristserv
***********************************************************
Mille jaoks keerdpuurivarre jalg on?
1.külviku juhtimiseks
2.pööramata
3.külviku märgistamiseks
4.kesksustamiseks
***********************************************************
Millistes osades kasutatakse jämedaid meetrilisi niite?
1. ühes tükis
2.kinnituses
3.mõõdikus
4.vasakus
5.in mitmesuunaline
***********************************************************
Mis on joonisel näidatud detaili peamise arvutatud suuruse nimi?
1.vaba suurus
2. tegelik suurus
3.limiit suurus
4.nominaalne suurus
***********************************************************
Millised on erinevate tihedusega osade vuukide nimed?
1. sallivus
2. maandumine
3.Sidumine
4.kapp
***********************************************************
Mida nimetatakse suurimaks häireks?
1. erinevus suurima võlli suuruse ja väikseima ava suuruse vahel
2.võlli läbimõõt on väiksem kui ava läbimõõt
3.toru läbimõõt on suurem kui nominaalne
See mehaanikute monteerimistööde kaitse tööjuhend on tasuta vaatamiseks ja allalaadimiseks saadaval.
1. TÖÖKAITSE ÜLDNÕUDED
1.1. Mehaaniliste montaažitööde mehaanikuna (edaspidi MSR-i mehaanik) töötamiseks lubatakse isikutel olla vähemalt 18-aastane, kes on läbinud kutseõppe ja omavad erialal vastavat tunnistust, läbinud tervisekontrolli (eksami) ja kellel pole tervislikel põhjustel vastunäidustusi, läbinud sissejuhatava ja esmase tööl käimise kohapealsed töökaitsealased instruktsioonid, ohutute töömeetodite ja -tehnikate koolitus, tööpraktikal töötamine ja töökaitsenõuetega seotud teadmiste kontrollimine, samuti elektriohutuseeskirjade alane koolitus ja elektriohutuseeskirjade tundmise kontrollimine töökohustuste raames koos sobiva vastuvõtugrupi määramisega; tuleohutuseeskirjade alane koolitus ja tuleohutuseeskirjade alaste teadmiste kontrollimine töökohustuste raames; koolitus ohutute töövõtete kohta ja ohvrile tööõnnetuste korral esmaabi andmise meetodid.
1.2. MSW lukksepp, kes töötab töökohtades, kus töökorraldus näeb ette tootmisalaste kutsealade kombineerimise, peab olema koolitatud igat tüüpi tööks, sooritama eksamid ja saama sisseastumise.
1.3. Vähemalt üks kord 6 kuu jooksul juhendatakse MSW lukkseppa töökohal töökaitse alal, vähemalt kord aastas - regulaarne töökaitsenõuete tundmise test, perioodiline tervisekontroll - vastavalt Vene Föderatsiooni kehtivatele õigusaktidele.
1.4. Mehaanik-mehaanik, kes ei ole õigeaegselt läbinud asjakohaseid töökaitsealaseid juhiseid ja töökaitsealaste teadmiste iga-aastast kontrollimist, ei lubata töötada.
1.5. Alkoholi- või narkojoobes olekus MSR-i lukksepp, millel on ilmne halb enesetunne, ei ole lubatud.
1.6. Lukksepa MSR on kohustatud:
- täitma töösisekorraeeskirju;
- täitma selle juhendi nõudeid, tuleohutusmeetmete juhiseid, elektriohutuse juhiseid;
- järgige isikliku hügieeni reegleid, enne söömist peske käsi seebi ja veega;
- olema võimeline osutama kannatanule esmaabi, teadma esmaabikomplekti asukohta ning oskama kasutada ka tulekustutusvahendeid ja teadma nende asukohta;
- säilitada töökohal kord;
- ärge lubage kõrvalistel isikutel viibida töökohal;
- tundma seadmete, aparaatide, instrumentide ja seadmete töö, seadistamise korralduslikke, haldus-, regulatiivseid ja metoodilisi dokumente;
- tundma seadmete, aparaatide skeeme, tehnilisi omadusi, konstruktsiooniomadusi, töörežiime;
- teab seadmete testimise ja seadistamise meetodeid;
- tuleohtlike ja põlevate vedelike, tuleohtlike gaaside ning muude tule- ja plahvatusohtlike ainete, materjalide ja seadmetega töötamisel järgige ettevaatusabinõusid;
- teada töökoja pea- ja avariiväljapääsude asukohta ning evakuatsiooniteed tule- või õnnetustsoonist.
1.7. MSR-i lukksepp peab olema varustatud isiklike kaitsevahenditega vastavalt kehtivatele spetsiaalsete rõivaste, jalatsite ja muude isikukaitsevahendite väljaandmist käsitlevatele määrustele.
1.8. Väljastatud eririietus, jalanõud ja muud IKV peavad vastama töö laadile ja tingimustele, tagama tööohutuse ja omama vastavustunnistust.
1.9. Isikukaitsevahendeid, mille kohta puudub tehniline dokumentatsioon, samuti aegunud säilivusajaga, ei ole lubatud kasutada.
1.10. Kombinesoonide ja muude isikukaitsevahendite kasutamine muudel kui põhitöö eesmärkidel on keelatud.
1.11. MSR-i lukksepmel ei ole lubatud töötada ilma töörõivaste, spetsiaalsete jalatsite ning muude tootmistingimustele tuginevate isikukaitsevahendite ja turvaseadmeteta.
1.12. Töö peaks toimuma vastavalt seadme arendaja tehnilisele dokumentatsioonile.
1.13. Tööprotsessis võivad MCP lukkseppa mõjutada järgmised ohtlikud ja kahjulikud tegurid:
- liikuvad masinad ja mehhanismid;
- suurenenud õhu tolmusus tööpiirkonnas;
- ohtlik pinge tase elektriskeemis, mille sulgemine võib toimuda inimkeha kaudu;
- tööpiirkonna õhutemperatuuri tõus või langus;
- tule- ja plahvatusoht;
- kõrgendatud müra ja vibratsiooni tase töökohal;
- tööala ebapiisav valgustus.
1.14. ITS-i lukksepp informeerib oma otsest ülemust igast olukorrast, mis ohustab inimeste elu ja tervist, igast tööl juhtuvast õnnetusest, tema tervise halvenemisest, sealhulgas ägeda haiguse tunnuste ilmnemisest.
1.15. MSR-i lukksepp peaks:
- jätke riietusruumi ülerõivad, kingad, mütsid, isiklikud esemed;
- enne töö alustamist peske käsi seebiga, pange selga puhas kombinesoon ja muud isikukaitsevahendid;
- töötage puhtas kombinesoonis, muutke seda määrdumise korral;
- pärast tualeti kasutamist peske käsi seebi ja veega;
- ärge sööge töökohal.
1.16. Tööpõranda põrand peaks olema tasane ja kuiv ning töölaua ette tuleks paigaldada puidust grill, et kingad ei saaks liistude vahele.
1.17. Suitsetamine on lubatud ainult selleks spetsiaalselt selleks ette nähtud ja selleks sobivas kohas, söömine on lubatud puhke- ja söögitoas. Jooge vett ainult selleks spetsiaalselt loodud käitistest.
1.18. Keelatud on tööajal tarbida alkohoolseid jooke, mürgiseid ja narkootilisi aineid, samuti viibida töökohal või ettevõtte territooriumil alkohoolse, narkootilise või toksilise joobeseisundis.
1.19. Ettevõtte territooriumil viibimise ajal on vaja olla ettevaatlik, sõidukites möödudes, jäistes oludes libedusalasid läbides kohtades, kus ripuvad jääaugud, olema ettevaatlik.
1.20. Selles juhendis sätestatud ohutusnõuete täitmata jätmise eest kannab töötaja vastavalt Vene Föderatsiooni kehtivatele seadustele distsiplinaar-, materiaalset või kriminaalvastutust sõltuvalt toimepandud rikkumiste iseloomust ja nende tagajärgedest.
2. TÖÖ KAITSE NÕUDED ENNE TÖÖ alustamist
2.1. Kinnitage kulunud kombinesoon kõigi nööpidega, vältides riiete otste riputamist. Kandke isikukaitsevahendeid.
2.2. Ärge kinnitage riideid tihvtide, nõeltega, ärge hoidke taskus teravaid, habrasid esemeid.
2.3. Kontrollige tööks vajaliku tööriista kasutatavust:
- haamer (haamriga haamer) tuleb kindlalt paigaldada hooldatavale (pragudeta) käepidemele;
- peitlitel, ristlõikuritel, barbidel, krimpsudel ja südamikel ei tohiks olla lõhestatud ega kulunud selga koos viiludega;
- mutrivõtmete komplekt peab vastama poltide ja mutrite suurusele; kui mutrivõtmed mutritele ei sobi, kasutage reguleeritavat mutrivõtit.
2.4. Isikutel, kes on läbinud spetsiaalse väljaõppe, juhendamise ja teadmiste kontrollimise sellise tööriistaga töötamise ohutuse kohta, lubatakse töötada elektriliste ja pneumaatiliste tööriistadega.
2.5. Elektritööriista kasutamisel kontrollige:
- elektrijuhtme isolatsioon, see ei tohi olla kahjustatud;
- maandusjuhtme kokkupuude elektritööriista korpusega;
- dielektriliste kindade, dielektriliste vaipade kättesaadavus ja kasutatavus töökohal.
2.6. Pneumaatiliste tööriistadega töötades kontrollige:
- voolikute kasutatavus;
- voolikute ja torujuhtmete ühenduste tihedus pneumaatiliste tööriistadega ja omavahel;
- käivitusseadme töökindlus.
2.7. Elektriliste ja pneumaatiliste käsitööriistadega, samuti tõstemehhanismide ja elektrilise gaaskeevitusriistadega töötades on vaja selle tööriistaga ohutu töö tagamiseks järgida juhiseid.
2,8. Töökoha ettevalmistamine ohutuks tööks:
- mobiilsete (kaasaskantavate) seadmete ja inventari turvaliseks paigaldamiseks (parandamiseks);
- tööriista paigutamine on mugav ja stabiilne;
- kontroll väliskontrolli teel:
- tööpinna valgustuse piisavus;
- elektrijuhtmete rippuvad ja paljad otsad puuduvad;
- sõiduki kõigi voolu kandvate ja käivitusseadmete sulgemise usaldusväärsus;
- varustuse liikuvate osade (käik, kett, kiilrihm ja muud käigud, haakeseadised jne), küttepindade olemasolu, hooldatavus, korrektne paigaldamine ja usaldusväärne kinnitamine;
- võõrkehade puudumine seadmetes ja nende ümbruses;
2.9. Enne kaasaskantava lambi kasutamist kontrollige, kas lambil on kaitsevõre ning kas juhe ja kummist isolatsioonitoru on töökorras. Kaasaskantavad valgustid tuleb vooluvõrku ühendada kuni 50 V pingega.
2.10. Kontrollkaevu kaasaskantavate elektripirnide ja valgustuslampide pinge ei tohiks ületada 12 V.
2.11. Kontrollige tulekustuti ja esmaabikomplekti olemasolu.
2.12. Teatage seadme, inventari, elektrijuhtmete ja muude tõrgete avastatud tõrgetest oma otsesele ülemusele ja alustage tööd alles pärast nende kõrvaldamist.
3. TÖÖ ajal kehtivad töökaitsenõuded
3.1. Töötage ainult hooldatavates kombinesoonides ja jalatsites ning kasutage isikukaitsevahendeid.
3.2. Töö ajal tehke ainult seda tööd, mis on usaldatud ja mille jaoks on läbi viidud ohutute teostamistehnikate koolitus.
3.3. Hoidke oma töökoht kogu tööaja vältel puhas ja korras, jalgade all ei tohiks olla õli, jahutusvedelikku, osi, toorikuid, laastud, sissekannet ega muid jäätmeid.
3.4. Ärge takistage kõnniteed ja sõiduteid; toorikud ja tooted tuleks paigaldada selleks ettenähtud kohtadesse stabiilses asendis tihendite ja aluste külge, samal ajal kui virnade kõrgus ei tohiks ületada poolteist laiust või poolteist aluse läbimõõtu ja olla mitte suurem kui 1 m.
3.5. Töö ajal olge tähelepanelik, ärge eemalduge võõrastest asjadest ja vestlustest ning ärge häirige teisi.
3.6. Ärge lubage töökohale inimesi, kes pole selle tööga seotud, samuti väljaõppeta isikuid. Ärge usaldage oma tööd teisele töötajale ilma töömehe loata.
3.7. Kasutage ohutuks tööks vajalikke hooldatavaid seadmeid, tööriistu ja kinnitusi; kasutage neid ainult selleks tööks, milleks nad on ette nähtud.
3.8. Sanitaartehniliste tööde tegemisel:
- tööpink tuleb paigaldada rangelt horisontaalselt ja laud on kaetud lehtterasega ning sellel peab olema kogu tööpingi pikkuses kaitsev võrgusilm, mille kõrgus on 1 m;
- tööpingi pind peab olema sile, mõlkede ja viiludeta ning puhas ja korras;
- paan peab olema tugevalt tööpingil fikseeritud, puldi lõualuul ei tohi olla laastu ega mõlke;
- toorik peab olema kindlalt fikseeritud;
- töötlemiseks esitatud ja töödeldud osad tuleb asetada stabiilselt spetsiaalses konteineris olevatele alustele või alustele.
3.9. Töö ajal peab MSR-i mehaanik:
- kasutada ainult tehnoloogilisel kaardil pakutavaid hooldatavaid tööriistu;
- kallutage raskeid koormaid, viige tropid nende alla ainult spetsiaalsete vareste, tungraudade ja muude seadmete abil;
- löögiriistaga töötamisel kasutada kaitseprille;
- töötades kiilude või peitlitega kelguhaamerite ja triividega, kasutage hoidjaid pikkusega vähemalt 0,7 m. Ajamid peavad olema valmistatud pehmest metallist;
- pneumaatilise hakkuri, haamriga töötamisel, samuti lihvimis- ja puurimismasinatega töötamisel on silmade ja näo kaitsmiseks kindlasti kohustuslik kanda kaitseprille või kaitsekilpe;
- suruge pneumaatilistele ja hüdraulilistele seadmetele üksusi vajutades tooteid hüdrosilindri varda täieliku liikumatusega;
- hüdrauliliste pressidega töötades paigaldage pressitavad osad moonutusteta;
- raskete osade ja sõlmede paigaldamine ja eemaldamine peaks toimuma ainult tõsteseadmete abil, mis on hooldatavad ja tõstetavale kaubale sobivad;
- elektrilise keevitajaga töötades kasutage spetsiaalsete klaasvalgusfiltritega kaitseprille;
- kasutage teritamismasinatega töötamisel kaitsekraani või kaitseprille;
- jälgige töökohas puhtust ja korda, ärge blokeerige vahekäike ja sõiduteid.
3.10. MSR-i lukksepp on keelatud:
- töötada mitte spetsiaalsetes jalatsites ja riietes, ilma isikukaitsevahendeid kasutamata;
- kasutada vigaseid ja valesti teritatud tööriistu ja seadmeid;
- puudutage elektriseadmete pingestatud osi, avage elektrikappide uksed. Vajadusel pöörduge elektriku poole;
- peatage pöörlev tööriist oma kätega või mõne muu esemega;
- kasutage pragude, aukude, kaldkangidega mutrivõtmeid;
- mutrite servade ja võtme vahel olevate tühikute jaoks kasutage tihendeid;
- suurendage võtme käepideme pikkust, kasutades teist võtit või toru;
- isoleerivate käepidemetega monteerimis- ja monteerimistööriistadega töö teostamine, kui nende pinnal või isolatsiooni paksuses on õõnsusi, laastuid, paisumisi ja muid defekte;
- puhuge suruõhku rõivaste kohale nii endale kui teistele töötajatele;
- pneumaatiliste ja hüdrauliliste seadmete ja pressidega töötades parandage osa hüdraulilise silindri varda liikumise ajal;
- ületada tõstukite ja troppide tõstevõimet;
- kasutage kohaliku valgustuse jaoks valgustusseadmeid, mille pinge on üle 42 V;
- kasutada torne, triivisid ja muid lukksepa tööriistu ja seadmeid, mis pole tehnoloogilisel kaardil hõlmatud;
- viibida veetava lasti ohtlikus tsoonis tõstemasinate töötamise ajal;
- jätke pauside ajal kokkupandud konstruktsioonide elemendid kaalu järgi;
- seista ja kõndida ülestõstetud koorma all;
- läbida kohtades, mis pole ette nähtud inimeste läbimiseks;
- siseneda ilma loata tehnoloogiliste seadmete tarade ja ohtlike alade taha;
- eemaldada ja teisaldada ohtlike alade aiad;
- peske käed emulsioonis, õlis, petrooleumis ja pühkige neid laastudega saastunud pühkimisotstega;
- puhutage tolm ja laastud kokku suruõhuga, suunake õhuvool läheduses olevate inimeste või enda poole;
- hoidke õlitatud puhastusvahendeid töökohal ja puhastatud puhastusvahendeid koos kasutatud puhastusvahenditega;
- kasutage osade, käte jms pesemiseks pliibensiini;
- imege bensiini suu kaudu vooliku kaudu;
- peske seadmeid, sõlmi ja osi jms tuleohtlike vedelikega;
- ummistama püstikute ja ruumide väljapääsude vahelised vahekäigud materjalide, seadmete, konteinerite, eemaldatud osade jms abil;
- ladustage kasutatud õli, tühjad kütusemahutid ja määrdeained;
- kasutage kortsuliste servadega mutreid ja polte;
- hoidke väikesi osi puurides kätega;
- paigaldage tihendid võtme lõua ja mutrite, poltide servade vahele ning ehitage võtmed kokku torude või muude esemetega;
- pliibensiiniga segatud lehe detoksikatsiooniks kasutage kuiva pleegitajat;
- lükake või tõmmake käsitsi tõstemehhanismidele riputatud seadmeid.
3.11. Intelligentsete transpordisüsteemide mehaanik peab töö ajal olema tähelepanelik, teda ei tohi häirida kõrvalistest asjadest ja vestlustest.
3.12. Suitsetamine, söömine töökohal ei ole lubatud.
3.13. Halva enesetunde korral lõpetage töö, lülitage seade välja, teavitage kasutusjuhendist ja pöörduge arsti poole.
4. TÖÖKAITSE NÕUDED HÄDAOLUKORRAS
4.1. Kui leitakse mõni rike, mis häirib seadme normaalset tööd, tuleb see peatada ja sellest tuleb teatada vahetule järelevaatajale.
4.2. Hädaolukorras on vaja tegutseda vastavalt hädaolukorra lahendamise plaanile.
4.3. Tulekahju korral lülitage elekter välja, helistage tuletõrjeosakonnale telefonidel 101 või 112, informeerige juhtunust ettevõtte juhtkonda, võtke olemasolevate vahenditega meetmeid tulekahju kustutamiseks.
4.4. Õnnetuse korral vabastage kannatanu viivitamatult traumeeriva teguri tegevusest, jälgides tema enda ohutust, osutage kannatanule esmaabi, vajadusel helistage kiirabi telefonidel 103 või 112. Kui võimalik, hoidke keskkonda, kus õnnetus juhtus, kui see ei ohusta elu ega tervist ümbritsevad ja ei riku tehnoloogilist protsessi, õnnetuse põhjuste uurimiseks või foto või video kinnitamiseks. Aruanne juhtimis- ja töökaitsespetsialistile.
4.5. Vigastuse korral peaks töötaja töö lõpetama, võimalusel osutama talle esmaabi ja teatama sellest oma otsesele juhendajale või paluma seda teha teistel.
4.6. Tervise halvenemise korral tekivad krambid silmades, nähtavuse järsk halvenemine - võimetus pilku fokuseerida või seda teravusele fokuseerida, sõrmede ja käte valu, suurenenud pulss, lahkuda kohe töökohalt, teatada juhtumist vahetule juhendajale ja pöörduda meditsiiniasutuse poole.
4.7. Ruumi gaasiga saastumise korral väljatõmbeventilatsiooni puudumisel tuleb töö peatada ja ventileerida. Tööd saab jätkata alles pärast kõigi ruumis leiduvate gaasireostuse põhjuste kõrvaldamist.
5. TÖÖ LÕPPENÕUDED TÖÖKAITSE NÕUDED
5.1. Eemaldage elektri- ja pneumaatilised tööriistad toiteallikast, korrastage ja pange need selleks ettenähtud kohta.
5.2. Kontrollige lukksepa tööriistade seisukorda, pange need korda ja pange ladustamiseks ettenähtud kohta.
5.3. Korrastage töökoht.
5.4. Võtke kombinesoon ära, viige isikukaitsevahendid ja kombinesoon selleks ettenähtud kohta.
5.5. Pese oma nägu ja käsi sooja vee ja seebiga või duši all.
5.6. Teatage oma juhendajale kõigist tuvastatud probleemidest ja võetud meetmetest.
§ 2. KOKKUVÕTJA TÖÖKOHA ORGANISATSIOON.
Monteerija töökoht on kaupluse või saidi tootmisala osa, kus on olemas vajalik varustus, tööriistad, inventar, materjalid ja tarvikud, mida töötaja või meeskond kasutab tootmisülesande täitmiseks. Paigaldus- ja monteerimistööde käigus eraldatakse iga lukksepa töökoha jaoks pindala 6–10 m 2 (sõltuvalt kokkupandud toote suurusest).
Paigaldaja töökoha korralduse all mõistetakse seadmete õiget paigutust, tööriistade ja osade kõige soodsamat paigutust töökohal, osade ja abimaterjalide süstemaatilist tarnimist, mehhaniseerimist ja spetsiaalsete seadmetega seadmeid monteerimisprotsessi jaoks.
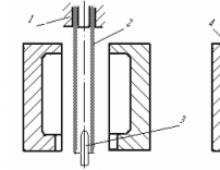
Montaaži paigaldaja peamine töökoht on töölaud või montaažilaud kohta konveier (Joonis 1, a, b).

Joon. 1 Mehaanikute montaaži lukksepa töökoht:
a - teisaldatava montaažilauaga ja tööriista riputamiseks mõeldud tööpink, b - tööriista asukoht tööpinnal ja karbis
Sõltuvalt kokkupandavate toodete tüübist on töölaua laud kaetud vastupidava lehtmaterjaliga (dekoratiivne plastik, linoleum, vineer jne). Lauakatte ette ja külgedele on paigaldatud puidust plangud või metallist väljakud, et vältida väikeste osade ja tööriistade kukkumist tööpingilt. Sõltuvalt töötingimustest on tööpingid kahe või enama töötaja jaoks ühe- või mitmeistmelised. Mitmeistmelistel lukksepa tööpinkidel peaks paagi vahekaugus olema 1200-1500 mm. Tööpink peab olema tugev ja stabiilne. Tööpingid tuleks paigutada nii, et nendevahelised vahekäigud oleksid vähemalt 1,5 m. Konveieri kokkupanemisel tuleks tööpingid paigutada konveieri lähedale nii, et töötaja oleks konveieri ja tööpingi vahel. Tööpink töökoht peaks olema hästi valgustatud. Õhtul töötamiseks on töökoht valgustatud kohaliku lambipirniga.
Töökohale kehtestatakse järgmised nõuded:
1. Töökoht peaks sisaldama ainult seda, mis on antud ülesande täitmiseks vajalik.
2. Tööriistad, osad ja dokumentatsioon peaksid asuma käeulatuses; objektid, mida töötaja sagedamini kasutab, asetatakse lähemale ja objektid, mida ta kasutab harvem, kaugemale.
3. Kõik, mis võetakse vasaku käega, peaks asuma vasakul ja kõik, mis võetakse parema käega, peaks olema paremal. Kõik, mis võetakse mõlema käega, peaks ees olema.
4. Tööriistad ja varuosad peaksid olema paigutatud täpselt nende kasutamisjärjekorda ega tohi olla hajutatud ega kattunud.
5. Tööpingi sahtlid peaksid sisaldama kõige sagedamini kasutatavaid tööriistu, sisseseadeid ja materjale. Kõiki täpsusmõõteriistu tuleb nende puhul säilitada.
6. Viilid, puurid, kraanid ja muud lõikeriistad tuleks asetada puittoele nii, et need oleksid kahjustuste eest kaitstud.
7. Joonised, juhised, tellimused ja muud dokumendid tuleks kasutamise hõlbustamiseks paigutada silmatorkavasse kohta.
Enne tööle asumist paigaldada peab tutvuma tööülesande, töökorralduse, tehnoloogilise protsessi ja joonistega, valmistama ette vajalikud tööriistad, sisseseade, materjalid ja osad, olles eelnevalt kontrollinud nende kasutuskõlblikkust.
Montaaž lukksepp töö ajal on kogu tööpäeva jooksul kohustatud kasutama kogu tööaega täielikult, segamata tööd, ja mitte lahkuma töökohalt meistri loata, kasutama tööriista ainult ettenähtud otstarbel ning kaitsma seda kahjustuste ja reostuse eest; järgige rangelt ohutuseeskirju.
Töö lõpus monteerija paigaldaja peab koristama töökoha (seadmed, tööpingi, tööpingid, aga ka nendega külgneva ala), puhastades selle põhjalikult laastudest ja prahist; määrige masinate tööosad õhukese masinaõli kihiga; puhastage töö ajal kasutatavad tööriistad ja seadmed mustusest ja õlist; puhastage hoolikalt, pühkige mõõtevahend ja katke see õhukese vaseliini või happevaba õliga; laiali paigutada või paigutada selleks ettenähtud kohtadesse valmisüksused ja osad;
suruge vao lõuad laiali, jättes nende vahele 5–10 mm vahed.
Töökoht - konkreetsele töötajale määratud töökoja, tööplatsi või töökoja tootmisala konkreetne osa, mis on ette nähtud konkreetse töö tegemiseks.
Kontrollige, kas töökoht ja lähenemisviisid sellele on piisavalt valgustatud. Teatage põlenud pirnidest oma otsesele ülemusele.
Kontrollige ja korrastage töökoht, eemaldage kõik tööst segavad asjad, kui põrand on libe (õli, värvi, veega segatud), nõudke selle pühkimist või tehke seda ise.
Töökohal tuleb välistada mootorsõidukite ja muude sõidukite vigastamise oht, samuti tõstemehhanismide ja muude tootmistegurite poolt põhjustatud koormus.
Kontrollige otste kasutatavust ja kinnitust. Klambritel ei tohiks olla tagasilööki, lõualuudel on töötlemata sälg ja need peaksid klambritooteid kindlalt haarama.
Kontrollige ja valmistage ette tööks vajalikud käsitööriistad ja seadmed ning vajadusel ka isikukaitsevahendid.
Töötamisel kasutage ainult hooldatavaid, kuiva ja puhtaid tööriistu ja seadmeid:
1.Hamerid ja kelguhaamerid tuleks käepidemetele paigaldada tööriista pikitelje suhtes täisnurga all ja kinnitada metallkeiladega kiilumisega kindlalt. Käepidemed peaksid olema valmistatud kõvast puidust ja neil peaks olema ovaalne ja sile pind. Vasara käepideme pikkus ei tohiks olla lühem kui 300 mm ja kelguhaamer - sõltuvalt tööriista kaalust 450 ... 900 mm,
2. löökpillide lööjatel (peitlid, südamikud, haamrid, haamrihaamrid jne) peaks olema kergelt kumer sile, mitte kaldus ja seda ei tohiks maha põrkuda, ilma mõrad, mõlgid, mõlgid, praod ja needid tekitamata,
3. Käepidemete (viilid, saekaared, kruvikeerajad jne) paigaldamiseks mõeldud teravdatud otstega (varrega) tööriistadel peavad olema tugevad tugevdatud puidust või plastist käepidemed. Käepideme pikkus peaks vastama tööriista mõõtmetele, kuid mitte vähem kui 150 mm, ja lõhenemise vältimiseks tuleks see pingutada metallribadega,
4. telgede, peitlite, kaabitsa, puuride ja muude lõiketerade labadel ei tohi olla harusid, rauge, pragusid ja nende lõikeserv peab olema korralikult teritatud ning sileda ja kergelt kumera pinnaga,
5. peite pikkus peab olema vähemalt 150 mm ja tõmmatud osa pikkus 60–70 mm,
6.Kruvikeeraja tera tuleb tagasi tõmmata ja tasandada nii paksuks, et see sobiks kruvipea avasse ilma lõtuta,
7. Mutrivõtmed peavad vastama mutrite ja poldipeade suurusele ning neil ei tohi olla pragusid, mõlke ega rebendeid. Võtme lõuad peavad olema rangelt paralleelsed ja mitte kokku keeratud,
8.liugklahvidel ei tohiks liikuvates osades olla lõtvust (lõtku),
9. Nõel-nööptangidel ja tangidel ei tohiks olla hakitud, katkisi haardehaake. Nõela-nina-tangide lõuad peavad olema teravad ja tangid peavad olema korralikult hambutud.
10.Karbid ja suured failid laiade pindade viilimiseks peavad olema varustatud spetsiaalsete käepidemetega, mis võimaldavad neid pindu mugavalt töödelda,
11.kraanide ja torude otsad metallitoodete aukude osutamiseks ei tohi olla painutatud ega maha koputatud,
12. käsitsi neetimiseks, surumiseks ja muuks tööks kasutatavad toed peavad olema tugevad ja ohutud;
13. tõmmitsad peavad olema jäiga konstruktsiooniga ning neil ei tohi olla pragusid, painutatud vardaid, painutatud ega kortsutatud keermeid ning need peavad tagama tõukejõu (pingutusseadme) paigutuse eemaldatava osa teljega. Tõmburite haaratsid peavad tagama detaili tiheda ja usaldusväärse haardumise jõu rakendamise kohas.
UKRAINA HARIDUS- JA TEADUSMINISTEERIUM
Donbassi Riiklik Tehnikaülikool
Mehaanikateaduskond
Metallurgia keerukate masinate ja rakendusliku mehaanika osakond.
KATSE
distsipliinis "Sanitaartehniliste tööde alused"
Valmis: Art. gr. MMK-07z
Krutoy S.V. šifr:
Ma uskusin: äss. Vishnevsky D.A.
Alchevsk 2007.
1. Kus ladustatakse toorikuid ja valmistooteid?
Töökoha korralduse üks põhielemente on selle paigutus, milles võetakse arvesse töökoha teadusliku korralduse nõudeid töökoha asukoha suhtes töökoja muude töökohtade suhtes, töövahendite asukohta, töötaja ja seadmete asukohta, tööriistade, seadmete paigutust (järjekord töökohal). ...
Liikumiste salvestamiseks ja tarbetute otsingute vältimiseks jaotatakse töökohas olevad objektid alaliselt ja ajutiselt kasutatavateks esemeteks, mille jaoks hoiustamine ja asukoht on alaliselt määratud.
Toorikud ja valmistooted ladustatakse ladudes vastavalt tootmise ettevalmistamisele ja valmistoodetele. Töökodades korraldatavates töötubades ja töökodades hoitakse toorikuid ja valmistooteid toorikute ja valmistoodete mahutites, mis asuvad nii, et need ei takistaks läbipääsu, sissepääsu, väljapääsu, seadmeid, tuletõkkekilpe ega hüdrante.
Töökoha korralduse ja töötajate töökorralduse taseme vahel on otsene seos. Paigutusest, s.t. põhi- ja abiseadmete, toorikute, valmistatud osade, tööriistade ja seadmete töökohale paigutamise olemus, sõltub väga produktiivseks tööks vajalike tingimuste loomine.
Töökohtade kavandamisel tuleks arvesse võtta järgmist:
käe tsoonid (horisontaalses ja vertikaalses tasapinnas);
liigutustega seotud keha liigeste arv.
Väsimuse vähendamiseks peaksid töötaja liikumised olema võimalikult vähesed "liigesed". Seetõttu kavandatakse töökohad ja varustatakse seadmed nii, et töötaja kasutaks lihtsamaid liigutusi.
2. Mis on seotud töövahendiga?
Lukksepa töövahendinisiia kuuluvad need tööriistad, mis teostavad otseselt vajalikke toiminguid osade valmistamisel või nende remondil, erinevate üksuste ja masinate kokkupanemisel.
Lukksepa tööriistakast: 1
- pintsel, 2
-
kaabits, 3 -
kruvikeeraja, 4 -
kreutzmeisel, 5 - peitel, 6 - klupp, 7 - jalg, 8 -
raketid, 9 -
tangid, 10
-
kompassi märgistamine, 11 -
küünarnukk 90 °, 12 -
joonlaud, 13
-
nihikud 14 -
kirjutaja, 15 -
kerner, 16 -
libisev võti, 17 -
ümarmutrite kasti mutrivõtmed 18 -
käsi vise, 19 -
tasane värdjasfail, 20, 22 -
lamedad ja ümmargused isiklikud toimikud, 21 -
kolmnurkne fail, 23, 24 -
kaabitsad, 25 -
haamer.
Joonisel on toodud väljaspool töökoda töötava lukksepa universaalsete lukksepatööriistade komplekt. Töötubades, lukksepa lauasahtlites peaks mitmesuguste tootmisülesannete täitmiseks olema mitmekesisem ja spetsialiseeritum tööriist. Näiteks: kruvikeerajad, failid, mutrivõtmed, peitlid jne, mitte ükshaaval, kuid op 2 - 4 või enam, erineva suuruse, konfiguratsiooni ja otstarbega.
3. Märgistusplaatide ehitus
Märgistamiseks kasutatakse märgistusplaate, padju, pöördeseadmeid, tungrauad jne.
Märgistatavad osad paigaldatakse märgistusplaadile ja kõik seadmed ja tööriistad asuvad. Markerplaat on valatud peeneteralisest hallmalmist. Selle alumises osas on jäigad ribid, mis kaitsevad plaati võimaliku läbipainde eest plaadi enda ja tähistatavate osade raskuse mõjul. Plaadi ülaosa, tööpind ja küljed töödeldakse höövelmasinatega täpselt ja seejärel kraapitakse.
Seejärel tehakse suurte tahvlite tööpinnale piki- ja põikisuured sooned, mis asuvad üksteisest võrdsetel kaugusel (200 ... 250 mm) ja moodustavad võrdse ruudu. Sooned sügavusega 2 ... 3 mm ja laiusega 1 ... 2 mm hõlbustavad mitmesuguste seadmete paigaldamist plaadile.
Tahvli suurus valitakse nii, et selle laius ja pikkus on 500 mm suuremad kui tähistatava tooriku vastavad mõõtmed. Suured tahvlid, näiteks 6000 × 10000 mm, mis on valmistatud kahest või neljast plaadist, mis on kinnitatud poltide ja võtmetega.
Väikesed tahvlid paigaldatud tööpinkidele, laudadele või malmist kappidele (joonis a), suured asetatakse tellistest vundamentidele (joonis b) või vundamendile asetatud tungraudadele. Kõrgus tööpinnast põrandani peaks olema 800–900 mm väikeste tahvlite ja 700–800 mm suurte plaatide korral.
Ahju tööpind seatakse rangelt horisontaalselt. Väikeste plaatide horisontaalne asend saavutatakse kiilude paigaldamisega ja suurte plaatide abil kruvidega tungrauad või topeltkiilud.
Pliidiplaadi pind peab alati olema kuiv ja puhas. Pärast tööd pühitakse plaat harjaga, pühitakse põhjalikult kaltsuga, õlitatakse korrosiooni vältimiseks õliga ja kaetakse puidust kilbiga. Vähemalt kord nädalas pestakse pliit tärpentini või petrooleumiga. Märkimisväärseid toorikuid ei tohi nihkude ja kriimustuste vältimiseks mööda tahvlit liigutada.
Töötlemata toorikuid ei paigaldata otse plaadile, vaid spetsiaalsele voodrile või tungrauale.
Märgistamiseks kasutatavad tööriistad ja seadmed liiguvad sujuvalt üle plaadi. Plaadi tööpind on soovitatav hõõruda grafiidipulbriga.
Eriti suurte osade jaoks on soovitatav paigaldada mitu märgistusplaati kõrvuti samal tasemel.
Lennuki märgistamine, seda teostatakse tavaliselt tasaste osade pindadel, riba- ja lehtmaterjalil, see seisneb tooriku kontuuri joonistamises paralleelsete ja risti asetsevate joontega (sälgud), ringide, kaarde, nurkade, keskjoonte, mitmesuguste geomeetriliste kujunditega vastavalt etteantud mõõtmetele või erinevate aukude kontuuridele vastavalt mallidele.
Isegi kõige lihtsamat korpust ei saa tasapinnalise märgistamise meetoditega märgistada, kui selle pinnad pole sirged. Tasapinnalise märgistamise korral on silindri külgpinnale võimatu rakendada horisontaaljälgi, mis on telje suhtes risti, kuna sellele pinnale ei saa asetada ruudu ja joonlauda. Kuid kui leitakse paindlik joonlaud, mille saaks ümber silindri pinna mähkida, tekitaks silindrile paralleelsete märkide joonistamine suuri raskusi.
5. Millal kasutatakse jämedat ja lõplikku raiet?
Raie järgi nimetatakse lukksepaoperatsiooniks, mille käigus lõike- (peitel, ristlõikur jne) ja löökpillide (metallitöö haamer) tööriista abil eemaldatakse tooriku (osa) pinnalt liigsed metallikihid või lõigatakse toorik tükkideks.
Lõikamine toimub juhtudel, kui vastavalt tootmistingimustele on mehaaniline töötlemine keeruline või irratsionaalne ning kui töötlemise kõrge täpsus pole vajalik.
Lõikamist kasutatakse tooriku suurte ebakorrapärasuste (kareduse) eemaldamiseks (lõikamiseks), kõva kooriku, katlakivi, viilude, valatud ja tembeldatud osade teravate servade eemaldamiseks, pöörmete lõikamiseks, soonte määrimiseks, pragude lõikamiseks keevisosades (servade lõikamine) ), neetide peade eemaldamine nende eemaldamisel, aukude augustamine lehtmaterjalis. Lisaks kasutatakse raiet, kui on vaja varda, riba või lehtmaterjali mõni osa ära lõigata.
Enne tükeldamist kinnitatakse toorik torusse. Suured toorikud lõigatakse tahvlile või alasile ja eriti suured lõigatakse kohas, kus nad asuvad.
Sõltuvalt töödeldava detaili eesmärgist võib raie olla peen või jäme.Esimesel juhul eemaldatakse peitliga metallist kiht paksusega 0,5 kuni 1 mm ühes töökäigus, teisel - 1,5 kuni 2 mm. Raie ajal saavutatud töötlustäpsus on 0,4 ... 1 mm.
Lõikamisel, nagu enamikul lukksepatoimingutel (viilimine, puurimine, kraapimine, lapimine jms), viiakse läbi lõikamine - protsess, mille käigus eemaldatakse hakkiva tööriistaga üleliigne metallikiht hakke kujul töödeldavast toorikust (osast).
Mis tahes lõikeinstrumendi lõikeosa on teatud nurkadega kiil. Peitel, lõikur, üks kiil, saha tera, kraan, die, lõikur, viilige mitu kiilu.
6. Kuidas augustamist õigesti tehakse?
Kern nimetatakse depressiooniks (avaks), mis moodustub mulguri otsa (koonuse) toimingust selle löömiseks haamriga. Haameri mass peaks olema võrdeline mulguri massiga.
Töötamisel võetakse keskne punch vasaku käe kolme sõrmega ja punkt asetatakse täpselt märgistusjoonele nii, et keskpunkti löögi punkt oleks rangelt ridade keskel (joonis A). Esiteks kallutage keskne punker endast eemale ja suruge see ettenähtud punkti vastu, seejärel pange see kiiresti vertikaalsesse asendisse, misjärel tehakse sellele 100 - 200 g kaaluva haamriga kerge löök (joonis B).
Südamike keskpunktid peavad asuma täpselt märgistusjoontel, nii et pärast töötlemist jääksid pooled südamikud osa pinnale. Tuumad tuleb asetada sirgete ja ümardamise ristumiskohtadesse. Pikkadel sirgetel (sirgjoonelised) kantakse südamikud 20 ... 100 mm kaugusel, lühikestel sirgedel, kurvides, ümardades ja nurkades 5 ... 10 mm kaugusel. Piisab, kui tõmmata ringjoon neljast kohast - telje ja punkti ristumispunktidest. Ebaühtlaselt ja mitte eriti ohtlikult paigaldatud südamikud ei võimalda töötlemist (treimine, freesimine jne) juhtida. Osade töödeldud pindadele kantakse südamikud ainult joonte otstele. Mõnikord ei naelutata töödeldud pindadel riske, kuid neid jätkatakse külgservadega ja naelutatakse sinna.
Aukude puurimiseks mõeldud südamikud tehakse teistest sügavamad, nii et puur läheb märgistuspunktist vähem tõenäoliseks.
Mis on peitli osad?
Peitel -lihtsaim lõikeriist, milles kiilu kuju on eriti väljendunud. Peitel on terasest varras, mis on valmistatud tööriista süsinikterasest (U7, U8, 7HF, 8HF). Peitel koosneb kolmest osast - töötav, keskmine ja šokk.
Tööosa 2 peitel, on kiilukujulise lõikeosaga varras (tera 1 lõpus) \u200b\u200bteatud nurga all teritatud.
Löögi osa (lööja) 4 tehtud ülespoole kitsenevaks, ülaosa on ümardatud.
Keskmise osa jaoks 3 peitel hoitakse lõikamisel kinni. Koonurk valitakse sõltuvalt töödeldava metalli kõvadusest. Allpool on toodud peite soovitatavad koonusnurgad (kraadides) mõne materjali lõikamiseks.
Kõvad materjalid (kõva teras, pronks, malm) - 70
Pehmed materjalid (messing, vask, titaanisulamid) - 45
Alumiiniumsulamid - 35
Peitel on valmistatud pikkusega 100, 125, 160, 200 mm, tööosa laius on vastavalt 5, 10, 16 ja 20 mm. Peitli tööosa pikkusega 03-0,5 on karastatud ja vabastatud. Pärast kuumtöötlemist peaks tipptasemel olema kõvadus HRC E 53 ... 59 ja löögilindil HRC E 35 ... 45.
Testi tugevuse ja vastupidavuse katsetamisel katkestasid nad terasest St6 terasest riba, paksus 3 mm ja 50 mm, kinni keeratud. Pärast katset ei tohiks peiteral olla mõlke, lõhestatud kohti ega nähtavaid tuhmide jälgi.
Peitli kõvenemise astet saab määrata vana viiliga, mis kantakse üle karastatud osa. Kui samal ajal ei eemalda fail laastud, siis peitli kivistunud osast (sellele jäävad vaid vaevumärgatavad riskid), kui karastamine on korralikult läbi tehtud.
Lõikeriistad: a - peitel; b - ristlõikur; c - soon.
Miks teha habraste materjalide osadel faas 0,5–2 mm kaugusel märgistusjoonest.
Masinaosade toorikud töödeldakse mehaanika- ja lukksepatöökodades baari sepiste kujul. Töötlemise käigus eemaldatakse tooriku pinnalt teatud metallikiht, mille tagajärjel selle suurus väheneb. Tooriku suuruse erinevus enne ja pärast töötlemist on väärtus toetusedtöötlemiseks. Saastekvootide suurused määratakse vastavalt teatmikule.
Selleks, et teada, kus ja millises suuruses töötlemist läbi viia, märgitakse kõigepealt toorik välja. Markeerimine on töödeldavale toorikule märgistusjoonte (märkide) kandmine, mis määravad tulevase töödeldava detaili või kohtade kontuurid.
Rabedatest materjalidest (malmist, pronksist) valmistatud osade töötlemisel peate eemaldama 0,5–2 mm kaugusel märgistusjoonest faasli (soone). Nii väldite laastude, aukude ja mikropragude tekkimist. Mulgustamiseks, lõikamiseks tehakse ristlõikuri või soonega faas (soon).
Mille jaoks on painutusrullid ja -tasandid?
Käsitsi sirgendamine oli madala tootlikkusega toiming ja seda kasutatakse osade väikeste partiide jaoks. Põhimõtteliselt kasutab ettevõte masinate sirgendamist, mida teostatakse sirgendamisrullide, -presside ja spetsiaalsete seadmete abil.
Rullide painutamineon käsitsi ja jõuga töötavad. Käsitsi ja ajamiga kolmerattalistel painutusrullidel sirgendatakse toorikud sirgeks ja kõverdatakse piki raadiust, punnil on mõhk ja mõlgid. Kuni 3 mm paksustest lehtedest valmistatud toorikud sirgendatakse tavaliselt käsitsi kolme rulliga painutusrullidel ja 4 mm paksustel - ajamistel.
Kolme rulliga painutusmasinal (joonis A) on rullid 3 ja 2, mis asuvad üksteise kohal (joonis fig. b),mis võivad sõltuvalt tooriku paksusest liikuda üksteisest või läheneda. Tagumist kolmandat rulli 1 saab ka alla lasta või tõsta .
Tühi (leht või ribad;) 4 paigaldatud kahe eesmise rulli vahele ja, käepidet päripäeva keerates, edasi rullide vahel. Punnide ja mõlkude täielikuks kõrvaldamiseks lastakse toorikuid mitu korda rullide vahel.
Miks on U7, U8 terasest mehaaniliste ja lukkseppade kääride noad, mille külgpind on kõvenenud kuni HRC 52-58, poleeritud ja järsult teritatud servadega?
Käärilõikamisprotsessi põhiolemus on metallosade eraldamine lõikehaavade toimel. Lõigatav leht asetatakse ülemise ja alumise noa vahele. Ülemine nuga, laskudes alla, surub metalli ja lõikab selle.
Terade suur lõikamisel avaldatav suur rõhk nõuab suurt kitsenurka ß. Mida raskem metall lõigatakse, seda suurem peaks olema tera nurk; pehmete metallide (vask jne) korral on see võrdne 65 °, keskmise kõvadusega metallide korral - 70 ... 75 0, - 8О ... 85 ", kõvade metallide korral. Selleks, et vähendada noatera hõõrumist lõigatava metalli vahel, on kliirensi nurk , terade vahel on see väike, võrdne 1,5 ... 3 °.
Noad on valmistatud terasest U7, U8; labade külgpinnad on karastatud HRC E 52 ... 58-ni, jahvatatud ja järsult teritatud. Tööriista süsinikterased U7, U8 annavad kõvenemisel vajaliku kõvaduse HRC E 52 ... 58, need on hästi lihvitud, teritatud ja teritavad, need ei ole kallid (võrreldes legeeritud ja kahekihiliste terastega), seetõttu on nad leidnud laialdast rakendust mehaaniliste ja lukkseppade tootmiseks. käärid.
Perel ik posilan
1. Makienko N.I. "Sanitaartehniliste tööde üldkursus" M .: Kõrgkool, 2000. - 315s.
2. Krupitsky E.I. "Noore lukksepa käsiraamat" M .: Kõrgkool, 1963. - 275.
3. Kuvakin D.A. "Sanitaartehnilised tööd materjaliteaduse põhialustega" M .: SELHOZGIZ, 1953. - 421 lk.
4. Sanitaartehnilised tööd. Tehnikad ja oskused: praktiline juhend / O.I. Seleznev, V.N. Ulyanitsky, D.A. Vishnevetsky. - Alchevsk: DonSTU, 2006. - 348 lk.