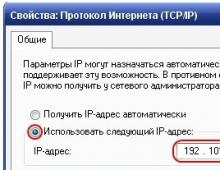
Visualiseerimine tailihatootmises. Miks vajate visualiseerimislauda? Töörühma loomise korraldus
Jaapani sõna signaali või kaardi jaoks. Seda meetodit kasutatakse toodete ja materjalide tõmbamiseks lahjadesse tootmisliinidesse.
KANBAN-i võimalusi on olenevalt rakendusest mitu: eelmise protsessi käivitamine, kahepunktiline (ühe kaardiga), mitme kaardi, ühekordse kasutusega kanban jne.
KANBAN võimaldab teil tootmistegevuse kavandamise ahelat optimeerida alates nõudluse prognoosimisest, tootmisülesannete kavandamisest ja nende ülesannete tasakaalustamisest / jaotamisest tootmisvõimsuste vahel koos nende koormuse optimeerimisega. Optimeerimise all mõistetakse "mitte teha midagi üleliigset, mitte teha enne tähtaega, teavitada tekkivast vajadusest alles siis, kui see on tõesti vajalik."
Toyota töötas välja KANBANi süsteemi ja rakendas seda maailmas esmakordselt.
5C süsteem - tehnoloogia efektiivse töökoha loomiseks
Selle nimetuse all on teada kord, puhtuse taastamise ja distsipliini tugevdamise süsteem. 5C süsteem sisaldab viit omavahel seotud töökoha korraldamise põhimõtet. Kõigi nende põhimõtete jaapanikeelne täht algab tähega “C”. Vene keelde tõlgituna - sortimine, ratsionaalne korraldamine, puhastamine, standardimine, parendamine.
1. Sorteerimine: vajalike esemete - tööriistade, osade, materjalide, dokumentide - eraldamiseks ebavajalikest, et neid eemaldada.
2. RACIONAALNE ASUKOHT: mõistlikult korraldage järelejäänud asjad, pange iga ese oma kohale.
3. PUHASTAMINE: olge puhtad ja korras.
4. STANDARDIMINE: olge ettevaatlik esimese kolme S korrapärase rakendamise tõttu.
5. PARANDAMINE: väljakujunenud protseduuride ja nende täiustamise harjumuseks saamine.
Kiire üleminek (SMED - ühe minuti vahetus)
SMED tõlgib sõna otseses mõttes kui "templi muutus ühe minutiga". Selle kontseptsiooni töötas välja jaapani autor Shigeo Shingo ja see muutis lähenemisviise ümberhäälestamise ja ümbertegemise teel. SMED-süsteemi kasutuselevõtu tulemusel saab kõiki tööriistu muuta ja muuta vaid ühe minuti või isegi sekundiga, “ühe nupuvajutusega” (OTED-i kontseptsioon - “ühe puutega suremise vahetus”).
Arvukate statistiliste uuringute tulemusel leiti, et kohandamisprotsessi erinevate toimingute aeg jaguneb järgmiselt:
materjalide, stantside, inventari jms ettevalmistamine - 30%
templite ja tööriistade kinnitamine ja eemaldamine - 5%
tööriistade tsentreerimine ja paigutamine - 15%
proovitöötlus ja korrigeerimine - 50%
Selle tulemusel sõnastati reguleerimisaja vähendamiseks kümneid või isegi sadu kordi järgmised põhimõtted:
sisemise ja välise reguleerimise toimingute eraldamine,
sisemiste toimingute muutumine välisteks,
funktsionaalsete klambrite kasutamine või kinnitusdetailide täielik eemaldamine,
täiendavate seadmete kasutamine.
TPM-süsteem (täielik tootlik hooldus) - üldine varustuse hooldus
TPM - „universaalne seadmehooldus”, mille eesmärk on peamiselt seadmete kvaliteedi parandamine, keskendudes universaalse ennetava hooldussüsteemi tõttu kõige tõhusamale kasutamisele.
Selles süsteemis on rõhk seadmete defektide ennetamine ja varajane avastaminemis võib põhjustada tõsisemaid probleeme.
Operaatorid ja remondimehed osalevad TPM-is, mis koos tagavad suurema töökindluse. TPMi alus on ennetava hoolduse, määrimise, puhastamise ja üldise ülevaatuse kavandamine. See tagab sellise näitaja kasvu nagu Seadmete kogu efektiivsus (ingliskeelsest tõlkest “Üldine varustuse efektiivsus” - OEE).
JIT süsteem (just-in-time - õigel ajal)
JIT (just-in-time) / just in the time - materjalijuhtimissüsteem tootmises, kus eelmise toimingu (või välise tarnija) komponendid tarnitakse täpselt siis, kui neid vajatakse, kuid mitte varem. See süsteem viib ladudes pooleliolevate tööde, materjalide ja valmistoodete mahu järsu vähenemiseni.
Süsteem “just in time” tähendab tarnijate valimisel ja hindamisel konkreetset lähenemisviisi, mis põhineb töötamisel kitsa tarnijatega, kes on valitud selleks, et nad suudaksid tagada “just õigel ajal” kvaliteetsete komponentide tarnimise. Samal ajal väheneb tarnijate arv kaks või enam korda ja ülejäänud tarnijatega luuakse pikaajalised majandussuhted.
Oleg Levyakov
LIN (inglise keelest. Lean - sihvakas, lahja) tootmine või "lahja" tootmise logistika põhjustas tööviljakuse ja tootmismahtude tohutu tõusu ning jääb paljudes maailma majanduse sektorites peamiseks tootmissüsteemiks.
Lean Manufacturing on Ameerika nimi Toyota tootmissüsteem. Lahjatootmise looja Taiichi Ono alustas esimesi katseid tootmise optimeerimiseks juba 1950ndatel. Neil sõjajärgsetel aegadel oli Jaapan varemetes ja riik vajas uusi autosid. Kuid probleem oli selles, et nõudlus polnud nii suur, et õigustada Fordi kombel võimsa tootmisliini ostmist. Vaja oli palju erinevat tüüpi autosid (autod, kerg- ja keskmise veoautod jne), kuid nõudlus teatud tüüpi auto järele oli väike. Jaapanlased pidid õppima tõhusat tööd, luues palju erinevaid mudeleid madala nõudluse korral iga mudeli jaoks. Keegi polnud seda probleemi enne neid lahendanud, kuna tõhusust mõisteti üksnes masstootmise mõttes.
Lean tootmine hõlmab iga töötaja kaasamist ettevõtte optimeerimise protsessi ja kliendikesksuse maksimeerimist.
Lahjatootmise lähtepunkt on kliendi väärtus. Lõppkasutaja seisukohast omandab toode (teenus) tegeliku väärtuse alles siis, kui toimub nende elementide otsene töötlemine, tootmine. Lahjatootmise keskmes on kadude kõrvaldamise protsess, mida jaapani keeles nimetatakse sõnaks „muda”. Muda on üks jaapani sõnu, mis tähendab kaotust, raiskamist, see tähendab igasugust tegevust, mis kulutab ressursse, kuid ei loo väärtust. Näiteks ei vaja tarbija absoluutselt valmistoote või selle osade laos olemist. Traditsioonilises haldussüsteemis lähevad ladustamiskulud, aga ka kõik muudatuste, puuduste ja muude kaudsete kuludega seotud kulud tarbijale.
Vastavalt tailihatootmise kontseptsioonile võib kogu ettevõtte tegevuse liigitada järgmiselt: toimingud ja protsessid, mis annavad tarbijale lisaväärtust, ning toimingud ja protsessid, mis ei lisa tarbijale väärtust. Seetõttu liigitatakse kõik, mis ei lisa tailihatootmise seisukohast tarbijale lisaväärtust, kahjumiks ja tuleks elimineerida.
Lahjatootmise peamised eesmärgid on:
- kulude vähendamine, sealhulgas tööjõud;
- toodete loomise aja lühendamine;
- tootmis- ja laopinna vähendamine;
- toote kliendile kättetoimetamise garantii;
- maksimaalne kvaliteet teatud hinnaga või minimaalne hind teatud kvaliteediga.
Nagu eespool mainitud, sai LIN-süsteemi ajalugu alguse Toyotast. Toyota üks asutajaid Sakishi Toyoda arvas, et tootmise parendamisel pole piire ning sõltumata ettevõtte turuolukorrast ja tema konkurentsivõimest on vaja pidevalt edasi liikuda ja kõiki tootmisprotsesse täiustada. Selle filosoofia tulemuseks on Toyota otsese pideva täiustamise strateegia. Sakishi Toyoda toetas suurt investeeringut teadusuuringutesse uute autode loomiseks.
Sakishi poeg Kiishiro Toyoda mõistis, et Ameerika autohiiglastega (nagu näiteks Ford) edukaks konkureerimiseks peab ta tegema midagi ebatavalist. Alustuseks tutvustas ta oma ettevõtetes mõistet "just õigel ajal" (Togo ja Wartman), mis tähendas, et ühtegi auto osa ei oleks tohtinud luua enne, kui seda vaja oleks. Seetõttu polnud jaapanlastel erinevalt ameeriklastest tohutuid varuosadega ladusid, jaapanlased säästsid aga rohkem aega ja ressursse. Kaizen, Togo ja Wartmani meetodid said Toyoda perekonna tootmisfilosoofia aluseks.
Järgmine Agee Toyoda dünastias alustas oma tööd viieaastase kava väljatöötamisega tootmismeetodite täiustamiseks. Selleks kutsuti Toyota konsultandiks Taichi Ono, kes tutvustas “kanban” kaarte - “varude jälgimist”. Taichi Ono õpetas töötajaid mõistma „kaizen” ja „Togo and Wartman” meetodeid üksikasjalikult, moderniseeris seadmeid ja seadistas toimingute korrektse vaheldumise. Kui toodete konveieril kokkupanekul tekkis probleeme, peatus konveier viivitamatult probleemide kiireks leidmiseks ja parandamiseks. Toyota on oma tööstuslikku kvaliteedifilosoofiat rakendanud kakskümmend aastat, sealhulgas ka tarnijatelt.
Soichiro Toyoda sai 1982. aastal Toyota Motor Corporationi presidendiks ja tollaseks juhatuse esimeheks. Tema juhtimisel on Toyota muutunud rahvusvaheliseks korporatsiooniks. Soishiro alustas oma tööd ettevõtte kvaliteedi parandamiseks, uurides Ameerika kvaliteedieksperdi E. Demingi tööd. Toyota ettevõtete kvaliteedijuhtimine on muutunud selgemaks, seda rakendati ettevõtte kõigis osakondades.
Nii töötati Toyota juhtivtöötajate mitme põlvkonna jooksul välja ainulaadne kvaliteedisüsteem, mis oli LIN-süsteemi aluseks.
Kõige populaarsemad lean-valmistamise tööriistad ja tehnikad on:
- Väärtuse loomise voo kaardistamine (Value Stream Mapping).
- Line-produktsiooni tõmbamine.
- Kanban
- Kaizen - pidev täiustamine.
- Süsteem 5C - tehnoloogia efektiivse töökoha loomiseks.
- SMED-süsteem - kiire seadmevahetus.
- Süsteemi TPM (Total Productive Maintenance) - universaalne seadmehooldus.
- JIT-süsteem (just-in-Time - just õigel ajal).
- Visualiseerimine.
- U-kujulised rakud.
Väärtusvoo kaardistamine - See on üsna lihtne ja intuitiivne graafiline diagramm, mis kujutab materjali või teabe vooge, mis on vajalikud toote või teenuse pakkumiseks lõpptarbijale. Väärtusvoo vooskeem võimaldab teil kohe näha voo kitsaskohti ja selle analüüsi põhjal tuvastada kõik ebaproduktiivsed kulud ja protsessid, töötada välja parendusplaan. Väärtuse voo kaardistamine hõlmab järgmisi samme:
- Hetkeoleku kaardi dokumenteerimine.
- Tootmisvoogude analüüs.
- Tulevase riigi kaardi koostamine.
- Töötage välja parendusplaan.
Tootmise tõmbamine (Eng. Pull production) - tootmise korraldamise skeem, milles toodete tootmise maht igas tootmisetapis määratakse kindlaks üksnes järgmiste etappide vajaduste järgi (lõppkokkuvõttes - kliendi vajadused).
Ideaalne on “üksikute tükkide voog”, s.t. ülesvoolu asuv tarnija (või sisemine tarnija) ei tooda midagi enne, kui allpool asuv tarbija (või sisetarbija) teda sellest teatab. Seega "iga järgmine operatsioon" tõmbab tooteid eelmisest.
Sarnane töökorraldus on tihedalt seotud ka liinide tasakaalustamise ja keermesünkroonimisega.
Kanbani süsteem - See on süsteem, mis tagab pideva materjalivoo korraldamise varude puudumisel: varud tarnitakse väikeste partiidena otse tootmisprotsessi soovitud punktidesse, laost mööda minnes, ja valmistooted saadetakse viivitamatult klientidele. Tootmise juhtimise järjekord on vastupidine: alates i-ndast etapist kuni (i - 1) -ni.
Süsteemi CANBAN põhiolemus on see, et kõiki ettevõtte tootmisüksusi varustatakse materiaalsete ressurssidega ainult tellimuse täitmiseks vajalikus koguses ja aja jooksul. Valmistoodete tellimus esitatakse tootmisprotsessi viimasesse etappi, kus arvutatakse pooleliolevate tööde vajalik maht, mis peaks tulema eelviimasest etapist. Samamoodi taotletakse eelviimasest etapist eelneva tootmisetapi jaoks teatud arvu pooltooteid. See tähendab, et selle tootmiskoha suurus määratakse kindlaks järgmise tootmiskoha vajaduste järgi.
Seega on tootmisprotsessi kahe külgneva etapi vahel kaksikside:
- i-ndast etapist i-1-ndasse etappi taotletakse vajalik kogus pooleliolevaid töid ("tõmmatakse");
- (i - 1) etapist i-ndasse materiaalsed ressursid saadetakse vajalikus koguses.
Infoedastusmeediumiks süsteemis CANBAN on spetsiaalsed kaardid (jaapani keelest tõlgitud "canban" - kaart). Kasutatakse kahte tüüpi kaarte:
- tootmistellimuse kaardid, mis näitavad osade arvu, mida tuleb eelmises tootmisetapis toota. Tootmistellimuse kaardid saadetakse tootmise i-st etapist (i - 1) etappi ja need on aluseks i-1 jao tootmisprogrammi koostamisele;
- valikukaardid, mis näitavad materiaalsete ressursside (komponendid, osad, pooltooted) kogust, mida tuleks eelmisel töötlemis- (monteerimis-) kohas kaasa võtta. Valikukaardid näitavad materiaalsete ressursside kogust, mille i-ndasse tootmiskohta tegelikult saab (i - 1).
Sellised kaardid saavad liikuda mitte ainult ettevõttesiseselt, kasutades süsteemi CANBAN, vaid ka tema ja tema filiaalide vahel, aga ka koostööd tegevate ettevõtete vahel.
CANBANi süsteemi kasutavad ettevõtted saavad tootmisressursse iga päev või päeva jooksul mitu korda, seega saab ettevõtte varusid uuendada täielikult 100–300 korda aastas või isegi sagedamini, MRP- või MAP-süsteeme kasutavas ettevõttes aga ainult 10–20 korda. aastal. Näiteks tarniti Toyota Motors Corporationis ressursse kolm korda päevas ühte tootmiskohta 1976. aastal ja 1983. aastal iga paari minuti tagant.
Varude vähendamise soovist saab ka meetod tootmisprobleemide tuvastamiseks ja lahendamiseks. Varude kuhjumine ja ülehinnatud tootmismahud võimaldavad varjata sagedasi rikkeid ja seadmete seiskamisi, tootmisvigu. Kuna laovarude minimeerimise tingimustes saab tootmise eelmises etapis tagasilükkamiste tõttu peatada, on süsteemi CANBAN peamiseks nõudeks lisaks nullvarude nõudele ka nulldefektide nõue. Süsteemi CANBAN on peaaegu võimatu rakendada ilma integreeritud kvaliteedijuhtimissüsteemi samaaegse juurutamiseta.
Süsteemi CANBAN olulised elemendid on:
- infosüsteem, mis hõlmab lisaks kaartidele ka tootmis-, transpordi- ja tarnegraafikuid, tehnoloogilisi kaarte;
- personali vajaduste reguleerimise ja ametialase rotatsiooni süsteem;
- universaalse (TQM) ja valikulise ("Jidoka") toodete kvaliteedikontrolli süsteem;
- tootmise võrdsustamise süsteem.
Süsteemi CANBAN peamised eelised:
- lühike tootmistsükkel, suur varade käive, sealhulgas varud;
- toodangu ja inventari ladustamise kulud pole või on need väga madalad;
- kvaliteetsed tooted kõigis tootmisprotsessi etappides.
Maailma kogemuste analüüs süsteemi CANBAN kasutamisel näitas, et see süsteem võimaldab vähendada varusid 50%, varusid 8%, kiirendades samas käibekapitali käivet ja parandades valmistoodete kvaliteeti.
Ajakohase süsteemi peamised puudused:
- tootmisetappide vahelise suure järjepidevuse tagamise keerukus;
- toodete tootmise ja müügi katkemise oluline oht.
Kaizen - See on tuletis kahest märgist - “muuda” ja “hea” - tõlgitakse tavaliselt kui “paremuse poole muutmine” või “pidev täiustamine”.
Rakenduslikus mõttes on Kaizen filosoofia ja juhtimismehhanismid, mis julgustavad töötajaid parendusi tegema ja neid veebis rakendama.
Kaizenil on viis peamist komponenti:
- Koostoime;
- Isiklik distsipliin;
- Parandatud moraal;
- Kvaliteediringid;
- Parendusettepanekud;
5C süsteem - tehnoloogia efektiivse töökoha loomiseks
Selle nimetuse all on teada kord, puhtuse taastamise ja distsipliini tugevdamise süsteem. Süsteem 5C sisaldab viit omavahel seotud töökoha korraldamise põhimõtet. Kõigi nende põhimõtete jaapanikeelne täht algab tähega “C”. Vene keelde tõlgituna - sortimine, ratsionaalne korraldamine, puhastamine, standardimine, parendamine.
- Sorteerimine: vajalike esemete - tööriistade, osade, materjalide, dokumentide - eraldamine tarbetuist nende eemaldamiseks.
- RACIONAALNE ASUKOHT: ratsionaalselt korraldage järelejäänud asjad, pange iga ese oma kohale.
- PUHASTUS: olge puhtad ja korras.
- STANDARDIMINE: olge ettevaatlik kolme esimese S korrapärase rakendamise tõttu.
- PARANDAMINE: väljakujunenud protseduuride ja nende täiustamise harjumuseks saamine.
Kiire üleminek (SMED - ühe minuti vahetus) sõna-sõnalt tõlgitud kui “templi muutus ühe minutiga”. Kontseptsiooni töötas välja jaapani autor Shigeo Shingo ning see muutis revolutsioonilisi lähenemisviise ümberhäälestuseks ja ümberpaigutamiseks. SMED-süsteemi kasutuselevõtu tulemusel saab kõiki tööriistu muuta ja muuta vaid ühe minuti või isegi sekundiga, “ühe nupuvajutusega” (OTED-i kontseptsioon - “ühe puutega suremise vahetus”).
Arvukate statistiliste uuringute tulemusel leiti, et kohandamisprotsessi erinevate toimingute aeg jaguneb järgmiselt:
- materjalide, stantside, inventari jms ettevalmistamine - kolmkümmend protsenti;
- templite ja tööriistade kinnitamine ja eemaldamine - 5%;
- tööriistade tsentreerimine ja paigutamine - 15%;
- proovitöötlus ja korrigeerimine - 50%.
Selle tulemusel sõnastati reguleerimisaja vähendamiseks kümneid või isegi sadu kordi järgmised põhimõtted:
- sisemise ja välise reguleerimise toimingute eraldamine,
- sisemiste toimingute muutumine välisteks,
- funktsionaalsete klambrite kasutamine või kinnitusdetailide täielik eemaldamine,
- täiendavate seadmete kasutamine.
TPM-süsteem (täielik tootlik hooldus) - üldine varustuse hooldus peamiselt teenib seadmete kvaliteeti, keskendudes universaalse ennetava hooldussüsteemi tõttu kõige tõhusamale kasutamisele. Selles süsteemis on rõhk seatud seadme defektide ennetamisele ja varajasele tuvastamisele, mis võivad põhjustada tõsisemaid probleeme.
Operaatorid ja remondimehed osalevad TPM-is, mis koos tagavad suurema töökindluse. TPMi alus on ennetava hoolduse, määrimise, puhastamise ja üldise ülevaatuse kavandamine. See suurendab sellist näitajat nagu seadmete koguefektiivsus.
JIT-süsteem (Just-In-Time - just in time) - materjalide haldamise süsteem tootmisesmilles eelmise toimingu (või välise tarnija) komponendid tarnitakse täpselt vajalikul hetkel, kuid mitte varem. See süsteem viib ladudes pooleliolevate tööde, materjalide ja valmistoodete mahu järsu vähenemiseni.
“Just in time” süsteem eeldab tarnijate valimisel ja hindamisel spetsiifilist lähenemisviisi, mis põhineb tööl kitsa tarnijatega, kes valitakse vastavalt nende võimele tagada kvaliteetsete komponentide “õigeaegselt” kättetoimetamine. Samal ajal väheneb tarnijate arv kaks või enam korda ja ülejäänud tarnijatega luuakse pikaajalised majandussuhted.
Visualiseerimine - see on iga tööriist, mis teavitab töö teostamist. See on tööriistade, osade, konteinerite ja muude tootmisseisundi indikaatorite paigutus, milles kõik saavad lühidalt aru süsteemi olekust - normist või kõrvalekaldest.
Kõige sagedamini kasutatavad visualiseerimismeetodid:
- Kontuurimine.
- Värvikoodid.
- Liiklusmärkide meetod.
- Markeerimisvärv.
- "See oli" - "see sai."
- Graafilised tööjuhendid.
U-kujulised rakud - seadme asukoht ladina tähe "U" kujul. U-kujulises lahtris on masinad vastavalt toimingute järjestusele hobuserauakujulised. Seadmete sellise paigutuse korral toimub töötlemise viimane etapp algfaasi vahetus läheduses, seega ei pea operaator järgmise tootmistsükli alustamiseks kaugele minema.

Suurima konkurentsi ja eskaleeruva kriisi ajal pole kogu maailmas ettevõtetel muud võimalust, kui kasutada parimaid maailma juhtimistehnoloogiaid toodete ja teenuste loomiseks, mis suurendavad klientide rahulolu kvaliteedi ja hinna osas.
Mis tahes tootmisprotsessi kahjum on paljude ettevõtete jaoks vältimatu probleem - nii toodete tootmine kui ka teenuste pakkumine. Kaotused on tingimus, mis pehmelt öeldes ei lisa tootele või teenusele väärtust. Kahjude tuvastamiseks peate need kõigepealt ära tundma. Võib eristada kaheksat tüüpi kahjumit, mille tõttu kaotatakse kuni 85% ettevõtte ressurssidest:
- Loovuse kaotus. Kui töötajat koheldakse nagu hammasratast mehhanismis, mille saab igal ajal välja visata või asendada mõne teisega, kui suhe taandub suhtele “tehke oma kätega tööd ja järgige rangelt ülemuse juhiseid”, siis töötajate huvi töö vastu väheneb pidevalt. Ekspertide arvates on selline asjade järjekord aegunud, see tõmbab ettevõtte tagasi, mis ei aeglusta mõju ettevõtte kasumile. Samas Jaapanis ilmuvad erinevates ettevõtetes nn kvaliteediringid, kus kõigil on õigus avaldada oma ettepanekuid protsesside kvaliteedi parandamiseks. Analüütikud usuvad, et 21. sajandil on edukad need ettevõtted, kes suudavad luua oma kaasamise tunde oma töötajate tootmise parendamisel.
- Liigne tootmine, mis väljendub asjaolus, et toodetakse rohkem kaupu, kui nõutakse, või varem, kui klient nõuab. Selle tulemusel kulutatakse ressurssidele, mida saaks kvaliteedi parandamiseks kulutada, koguse suurendamiseks.
- Viivitused. Kui töötajad ei oota materjale, tööriistu, seadmeid ega teavet, on see alati halva kavandamise või ebapiisavate suhetega tarnijatega, ettenägematute nõudluse kõikumiste tagajärg.
- Tarbetu vedu, kui materjale või tooteid liigub sagedamini kui on vaja pideva tehnoloogilise protsessi jaoks. Oluline on tarnida kõik vajalik õigel ajal ja õigesse kohta ning selleks tuleb ettevõttes rakendada häid logistikaskeeme.
- Toodete, mida ei müüda, ja materjalide ülemäärane varumine või ladustamine ladudes, kui protsessiks vajalik.
- Liigne töötlemine. Tooted peaksid jätma tootmise nii kvaliteetseks, et oleks võimalik välistada selle muudatused ja täiustused ning kvaliteedikontroll peaks olema kiire ja tõhus.
- Defektid, mida tuleb igati vältida, kuna klientide kaebuste lahendamiseks kulutatakse täiendavaid vahendeid: kui on vaja puudusega toode parandada, kulutatakse lisaaega, vaeva ja raha.
- Ebapiisav liikuvus või halvasti tarnitud tööriistade, materjalide tarnimise protsess ettevõttes endas, töötajate tarbetu liikumine tööruumide ümber.
Integreeritud strateegiliste uuringute instituudi (ICSI) uurimuse kohaselt tailihatootmise laiendamise kohta Venemaal 2006. aasta märtsis-aprillis kasutas Jaapani kogemust 32% 735-st küsitletud Venemaa tööstusettevõttest. 2008. aasta märtsis-aprillis viidi läbi teine \u200b\u200buuring. Lean Manufacturing rakendamine Venemaa tööstusettevõtetes aastatel 2006-2008. " III Vene lin-foorumil "Lean Russia". Ettevõtted, kes esimestena kasutasid lahjaid tootmismeetodeid: Gorki autotehas (GAZ Group), RUSAL, EvrazHolding, Eurochem, VSMPO-AVISMA, KUMZ OJSC, Tšeljabinski sepikoda ja pressitehas (OJSC ChKPZ), OJSC Sollers "(" UAZ "," ZMZ "), KAMAZ, NefAZ, Sberbank of Russia OJSC jne.
1. Visualiseerimine (visuaalne juhtimine)See on kõigi tööriistade, osade,
tootmine
etapid
ja
teavet
umbes
tootmissüsteemi jõudlus
nii, et need oleksid selgelt nähtavad, ja nii, et mis tahes
protsessis osaleja võiks lühidalt hinnata
süsteemi olek.
2
Visuaalselt tühi ruum
Kõik asub “visuaalselt mõistetavas” ruumistäiesti teistmoodi. Esitatud teave
et seda oleks lihtsam tajuda.
Tulemusstandardid.
Tööplaanid.
Seadmete paigutus.
Kontoriseadmete paigutuse skeemid.
Risti treeninglaud.
3
KS-3 Komsomolskoje LPUMG
4Visualiseerimise näited
52. Väärtuse voo kaardistamine või materjalihaldus (VSM)
Definitsioonoptimaalne asukoht
seadmed
ja
tee
vedu
ressursid tootmisprotsessis
6Väärtusvoo kaardistamine on oluline tööriist
Lahja tootmine, tänu millele saate objektiivselt
hinnata tootmisprotsesse, analüüsida kadusid ja
töötada välja plaan ettevõtte töö parendamiseks.
Voog on vajalike toimingute kogum
sooritage nõudliku toote või teenuse loomiseks
tarbijad.
Väärtuse voo kaardistamine kuvatakse kirjalikult
teabe- ja materjalivood esinemisprotsessis
väärtused. Tänu nendele niitidele saate jälgida loomise teed
mis tahes toodet või teenust.
78910
3. Üldine varustuse hooldus (TRM)
Süsteemseadmete hooldus
lavastatud
kohta
suurendama
selle tõhusus
hoiatus- ja heastamiskonto
kaotused kogu elu jooksul
varustustsükkel
11
TPM (Total Productive Maintenance) rakendamine - universaalne seadmete hooldus
Eriti asjakohane organisatsioonides, mis kasutavad üsna keerulisi,vastutav
seadmed.
ja
ka
vananenud
(moraalselt
ja
füüsiliselt)
Osalema peavad operaatorid, hooldustöötajad, käsitöölised
igapäevane töö TPM-iga selle varustuse osas.
Nad peaksid meeskonnana välja töötama TPM-i töökohtade kontrollnimekirja,
mida tuleb läbi viia ja kontrollida.
Nad peaksid ühiselt tuvastama probleemid ja arutama võimalikke
varustusprobleemide lahendamine.
12
TPM kaheksa põhimõtet
1. Pidev täiustamine: praktikale suunatud ennetus 7kahjumi liigid.
2. Eraldiseisev hooldus: seadme operaator peab
teostada ülevaatust, puhastustöid, määrimist ja
ka väiksemaid hooldustöid.
3. Hoolduse kavandamine: 100% tagamine
varustuse olemasolu, samuti kaizeni üritused
hooldusalad.
4. Koolitus ja haridus: töötajad peavad olema väljaõppe saanud
kvalifikatsiooninõuded:
seadmete käitamine ja hooldus.
13
Lumekoristusring KTs-5
14TPM kaheksa põhimõtet
5. Käivitage juhtimine: käivitage uued seadmed ilma uutetakaotused.
6. Kvaliteedijuhtimine: eesmärgi "null puudus" rakendamine
protsessid ja seadmed.
7. TPM
kell
administratiivne
alad:
kaotused
ja
kaudses tootmises kaotatud raiskamine
ühikut.
8. Tööohutus, keskkond ja tervishoid:
nõudmine
teisendamine
kogus
õnnetused
kohta
ettevõte nullini.
1516
Kahju liigid
Kasutamatapotentsiaal
Kõigi rakendamata jätmine
personali talent või
ajakorraldus
Lisaprotsessid (sammud)
Teha ebavajalikku
protsessi etapid
Ületootmine
Tootmine rohkem
kogused, kui nõutakse
või enne tarbijat
neid läheb vaja
Igasugune lisaliikumine
personal koos kõndimisega
Jäätmevedu
Ei lisa
väärtusprotsessid
"kaotused"
Osade vedu
rohkem kui vajalik materjal
miinimum
Defektid
Ootus
Ootused kõigele:
Tarbetu liikumine
Liigne inventar
Inimesed, materjalid. aeg
Kõik tarbetud varud
materjalid või tarnijad
ülesande täitmiseks
Asjade kontrollimine ja fikseerimine
vastavus
tarbija 18
4. Kiire üleminek (SMED)
Tootmise kohandamise protsessseadmed üleminekuks ühe tootmisest
selline detail teisele võimalikult lühikese aja jooksul
aeg
Kiire üleminek on üks tööriistu
Kasutatud lahja tootmine
- lühendada masina ümbersõitmise aega või
seadmed, eesmärgiga toota laia
tootevalik.
19
KIIREANDMISE PÕHIMÕTE: Tehke kõiki väliseid toiminguid, kuni masin seiskub või pärast käivitumist; keerake sisemised toimingud
KIIRE LIIKUMISE PÕHIMÕTE:teostage kõik välistoimingud enne masina seiskumist või pärast selle käivitumist;
muuta sisemised toimingud välisteks;
vähendage kõigi toimingute aega
20
5. Tootmise ja tarnimise korralduse süsteem (Kanban)
Tootmise ja tarnimise korralduse süsteem,võimaldades teil rakendada põhimõtet "just õigel ajal".
Teavitamise vahendid kellega
on antud luba või märge tootmise kohta või
toodete üleandmine tootmises, mille korraldas
joonistamise põhimõte.
21
Visualiseerimine ja kanban: igasse lahtrisse tõmmatakse, mis seal peaks paiknema, ja võttes viimase eseme, eemaldage kummist varudest ja andke kaart
Visualiseerimine ja kanban: igas lahtris joonistatakse,mis seal peaks lamama ja viimase eseme võtmine,
eemaldage elastik laost ja andke kaart.
22
6. Pideva täiustamise süsteem (Kaizen)
Kogu voo pidev täiustamineväärtuse loomine tervikuna või individuaalse protsessina
eesmärk on tõsta kvaliteeti ja vähendada kadusid
läbi P-D-C-A tsükli (5 komponenti:
paranenud suhtlus, isiklik distsipliin
moraal, kvaliteediringid, ettepanekud
parandamine)
23
Kaizeni 3 peamist tegevust
Korra ja puhtuse hoidmine - 5S. Vajalik elementhea juhtimine. Tänu eeskujulikele töötajatele
omandada ja arendada enesedistsipliini oskusi, ilma milleta nad pole
suudavad luua tooteid või pakkuda tarbijale kõrgeid tooteid
kvaliteet.
2.
Kahjude välistamine. Tootmiskeskkonna kadude kõrvaldamine
investeeringute kasvu asemel annab lootust lisaväärtust luua.
Puhtus ja kahjujuhtimine on sageli
samal ajal.
3.
Standardimine. Parim viis on standardid.
tööd tegema. Toodete või teenuste jaoks, mis on loodud sarjade tulemusena
protsesside puhul tuleb igaühe jaoks kasutada kindlat standardit
neid kvaliteedi tagamiseks. Normidest kinnipidamine on
viis tagada iga protsessi kvaliteet ja mitte korrata
vigu.
1.
24
Näide. Kuluandmete edastamine osakondadele
Arvutamine
Kuluarvestus
maksab
Andmeedastus
kulu osakondades
Esialgne
Esialgne
kulude arvestamine
kulude arvestamine
Protsessi kirjeldus
Õppe objektiks on kontrolliprotsess.edasikandumine
taga
Moodustamine
Kooskõlastamine
tootmiskulude andmed
ja
mööduv
osalejate rühmad
osalejate tegevused
koolitus lõpuni
tehnilised osakonnad, samuti kompleksi direktor
.
Planeerimis- ja majandusosakond arvutab
osade valmistamise kulud. Osade maksumus,
teenused, mida tootmisosakond vajab
mootori remondikulude esialgne kalkulatsioon.
Majandusteadlane
kogub
teave
ja
leiab
toote maksumus. Saadud materjalid
virnastatud kaustadesse.
Tootmisosakonna töötajate nõudmisel (aadressil
helistage või tulge isiklikult minu töökohale)
Alustan vajalike kulude otsimist kaustadest. Ajal
Selliste taotluste tööpäev võib olla 5 kuni 25 korda.
Kaotuse registreerimise vorm
Moodustamineosalejate rühmad
1.
Kooskõlastamine
osalejate tegevused
T
Tootmisosakonna töötajatega võtab ühendust
telefoni teel või tule minu töökohale
Mina
Kontroll
mööduv
Treening
W o to
Oi lõpp
D s
+
2. Pöörake ümber ja sirutage kaustu
+
3. Otsige kaustast välja vajalik kuluprognoos
+
4. Teabe edastamine telefoni teel
+
5. Teabe edastamine isiklikult
+
+
+
Järgmise 30 minuti jooksul ma parandan selle: looge ühtne otsingubaas - register
maksab
Kaizeni ürituste nimekiri
Moodustamineosalejate rühmad
№
Probleem
Ajakaotus
1. edastamine
teavet
Kooskõlastamine
osalejate tegevused
Parandus
toimingud
Looge võrgukettale
otsingubaasi register
maksab
Vastutav
majandusteadlane
Kontroll
mööduv
koolitus lõpuni
Kuupäev
%
täitumine
25%
50%
100%
75%
28.08.
2012Kuluandmete edastamine osakondadele
Probleem: kaotus
otsinguaeg
toote, töö ja
teabe edastamine
Kaotused: inimeste liikumised
ootus
Tehtud tegevus: looge edasi
võrgudraivi otsingubaas
Kulude register
Enne
tulemused
Näitaja
Keelduge
aeg
1. otsing
maksab
0,2 tundi
Pärast
%
0 tundi
100
28 08 2012
Standardimine:
Pidev
värskendus
otsingubaas.
Töötajad
tootmine
osakond teatas.
Kokkuhoid: 1 tund töötaja kulusid eurodes
keskmine 132,27 rubla., kokkuhoid
132,27 * 0,2 tundi * 5 korda \u003d 132,25 rubla.
Pärast
Sidorina
Svetlana
majandusteadlane
7. Tõmbetootmissüsteemi mudel (tõmbetööstus)
Meetodtootmise korraldamine, milles
toodete töötlemine põhineb
signaalid järgnevate toimingute vajaduste kohta.
Tootmise korralduse skeem, millistes mahtudes
tooteid igas tootmisetapis
on määratud
eranditult
vajadustele
järgmised sammud (lõpuks -
kliendi vajadused).
30Tõmmatav tootmissüsteem on meetod
tootmise juhtimine, milles järgnev
operatsioonid annavad märku nende vajadustest
eelnevad toimingud.
Tõmbetootmise võib jagada kolmeks
tüüp - supermarketi süsteem, tõmbesüsteem
järjestikune tõmbesüsteem
segatüüpi.
31Supermarketi väljatõmbesüsteem
See on kõige sagedamini kasutatav tõmbesüsteem ja ka see
nimetatakse täiendamise süsteemiks. Sellises süsteemis igas etapis
tootmine seal on supermarket (ladu), kus kindel
iga selles etapis toodetava toote kogus. Sisse
Igas tootmisetapis valmistatakse täpselt nii palju tooteid,
kui palju supermarketist kaasa võeti. Sel juhul iga etapp
(protsess) vastutab teie supermarketi täiendamise eest.
Seda tüüpi tõmbesüsteemi ainus puudus
on see, et igal tootmisetapil peate omama kõigi varusid
seal toodetavate varuosade tüübid. Väärib märkimist, et koos
suures koguses varu jaoks vajalikke osi. Selline süsteem saab olema
vormist väljas.
32
8. Just-in-time
Pideva korraldamise süsteemmaterjalivoog varude puudumisel:
varud on väikesed
partiidena otse soovitud punktidesse
tootmisprotsess, laost mööda minnes ja valmis
tooted saadetakse kohe
33
Kasutusvaldkonnad „Täpselt õigel ajal”:
ATTootmispiirkond: hõlmab hallatavat tootmist
protsess;
„Just õigel ajal” tarnete valdkonnas;
Just-in-time müük - pakub paljudele pakkumist
tarbijad, kes esitavad oma päringuid veebiteabe saamiseks
süsteem.
Peamised omadused:
- vajadusel omada ainult vajalikke reserve;
- parandada kvaliteeti nullidefektideni;
- lühendage tsükli aega, vähendades aega
seadmed, järjekorra suurus ja produktsiooni suurus
peod;
- muutke toiminguid järk-järgult;
- teostage kõik toimingud minimaalsete kuludega.
34Näited õigeaegse rakenduse kohta:
Mõne Just In Time põhimõtte suhtes kohaldatakse
personali palkamine. See meetod on efektiivne
ajutisi töötajaid palkavad ettevõtted
täpselt ajavahemikul, mil neid vajatakse, mitte
pidades vajalikuks alalise personali suurt arvu töötajaid;
töölised. Sellise olukorra näide on
töökoormuse hooajaline suurenemine. Kohaldamine sellises
Just-in-Time kontseptsiooni olukorrad võimaldavad seda tõsiselt
säästa ettevõtte ressursse.
35
9. Tööruumi korraldus (5S)
Viis omavahel seotud korralduspõhimõtettööruum (sortimine, vastavus
tellimine, puhtana hoidmine (koristamine),
standardimine, parendamine) suunatud
töötajate motivatsiooni ja kaasamise kohta protsessi
toodete, protsesside, süsteemide täiustamine
organisatsiooni juhtimine, kahjumi vähendamine,
suurenenud ohutus ja kasutusmugavus
36
5S metoodika
Lava nimiDefinitsioon
Võtmelause
Sorteerimine
Vabastage oma töökoht
kõigest, mida pole vaja, kui
operatsioonid
“Kui kahtled,
viska minema "
Enesekorraldus
Kaupade paigutus nii
viisil, mis teeb need lihtsaks
kasuta, leia ja
tagasi oma kohale
"Koht kõigile
asjad ja iga asi peal
tema koht "
37
5S metoodika
Lava nimiDefinitsioon
Võtmelause
Puhastage ja kõrvaldage süstemaatiliselt põhjus “Parim puhastamine, kui
reostus
pole vaja koristada ei
Ma koristan
tekita mustust "
Standardimine
Ma olen
Tootmismeetod
stabiilsus
esimesed 3 etappi
“Vaata ja tea seda
tuleb teha "
Parandamine
Keerates kindlaks
harjumused
"Vähem
enesedistsipliin teile
vajadus on parem ”
38
5S rakendus
Tööriist 5S kehtibkonkreetsed alad, füüsilised
töökohad.
Korralduse taastamine töökohal -
see on peamise nähtava kõrvaldamine
kaotused, ilma milleta edasi
parandusi pole mõtet teha, sest
väärtus luuakse siin.
5S ei ole ühekordne reklaam
töökoha parandamine see on
pidev nende parendamise protsess.
5S jõudluse kontrollimise tulemused
riputatakse tööpiirkondadesse või
rakud.
Rutiinseks hoolduseks
5S kontrollnimekirju töötatakse välja.
39
Aruanne KS-9.10 5S süsteemi „Korra ja puhtus töökohal“ rakendamise kohta
KS-3 Komsomolskoje LPUMG
415S - Komsomolskiy MPPMG rakendamise tulemused
Aruanne 5S-i „Korraldus ja puhtus töökohal“ rakendamise kohta
GKS Novo-Komsomolskaja tööstusala 43
Lukksepa KS-3 töökoha korraldamise plakat
445S-i rakendamise tulemused -Komsomolsky LPUMG KS-11
Aruanne süsteemi 5S "Korraldus ja puhtus töökohal" rakendamise kohta GKS NovoKomsomolskaja tööstusalal
10. Kaitse tahtmatute vigade eest (Poka-Yoke)
Organisatsioonilineja
inseneri
trikke
võimaldades esinejal tööd vältida
vigu
Analüüs ja
vigade uurimine (ebakõlad)
viidi läbi lavastuse aktiivse osana
põhjuste tuvastamise protsess varem
need vead (ebakõlad) enne neid
muutuda defektideks.
46Hallatud tootmise ja teeninduse tingimused hõlmavad
inimvigade vältimise meetodid. Nende meetodite kohaselt
mõista tingimuste loomist, milles inimene ei saa
tahtmatult viga või ebakõla,
nt:
Telefoni pistik on konstrueeritud nii, et see ei õnnestu
ühendage vooluvõrku või vooluvõrku
arvutivõrk, pole muud ebasoovitavat kohta.
47Kaasaegne
metallitööstus
seadmed
varustatud lasersensoritega, mis jälgivad
seadme töö ajal ohtlikud alad. Pärast katset
töötaja, kes paneb keha mis tahes osa ohutsooni,
andur käivitatakse, peatades ohtlike osade pöörlemise
mehhanism koos häiretega.
48Kuidas saate kaitsta tahtmatuse eest
vead:
Menetluste kehtestamine, mida saab läbi viia
ainult ühel ja õigel viisil. Näiteks,
osade või komponentide kavandamine või muutmine,
nii et nende kokkupanek ei saa olla ekslik.
Süsteemide arendamine, milles töötajad osalevad
vastutab enda ja kellegi teise kontrollimise eest
töötab defektide varjamise ärahoidmiseks.
Rakendama
rakendus
seadmed
nt
piirav
lülitid
automaatne
loendurid või fikseeritud gabariidid.
49
Ennetame defekte, tutvustame Poka-Yoke seadmeid, mis kaitsevad puuduste ja vigade eest
n Kontrollnimekirjadn Positsiooninäidikud (andurid)
n Vea- ja riketetektorid
n Lülitid
n Lugejad, arvestid, loendurid
50
11. Võimalike mittevastavuste tüüpide ja tagajärgede analüüs, riskianalüüs (ALEA) (FMEA)
FMEA on lähenemisviis, mis võimaldab teil:tuvastage, kuidas rike võib ilmneda
kujundus või protsess;
hinnata mitmesuguste põhjustega seotud riski;
tähtsuse järjekorda seadmine
integreeritud risk;
hindama projekti kinnitusplaani (projekteerimisel)
või juhtimisplaan (protsesside jaoks).
51APN rakendatakse vastavalt standardile STO 00154223-60-2015
“ISM. Potentsiaali tüüpide ja mõju analüüs
protsessi kavandamise ebakõlad ”
52Fmea
Võimalike defektide tüüpide ja tagajärgede analüüs
FMEA metoodika olemus on kõigi tuvastamine
võimalikud süsteemi vead või rikked
(protsess või toode).
Protsess põhineb kõigi võimalike loendil
ebaõnnestumised selle hilisema analüüsi ja numbrilise hindamisega.
Peamine eesmärk: määratlege kõik võimalikud kaasnevad riskid
toote või protsessiga ja arendage tegevusi
neid vähendada
53
12. Töö standardiseerimine
Iga toimingu täpne kirjeldus, sealhulgastsükli aeg, tsükli aeg, jada
täita teatud ülesandeid, minimaalselt
varu varu töö tegemiseks
54Standardimine on ühtse loomine
lähenemisviis ülesannete ja protseduuride täitmisele
Standardimine soodustab sorteerimisintegratsiooni,
enesekorraldus ja süsteemne puhastamine ühtseks
terved
Standardimine hoiab ära konstandist lahkumise
esimese kolme etapi rakendamine ja stimuleerib neid
igapäevane ja täielik taotlus
Standardimisega välditakse naasmist
algseisund
551. samm. Soovitage parimaid viise esimese 3 sammu täitmiseks.
2. samm. Juhenditesse ja standarditesse registreerige parimad tavad.
Standardid moodustavad 5S meeskonnad koos töötajatega
STANDARDIMISE SOOVITUSED SISALDAVAD:
Fikseerimine kirjalike reeglitega: ebavajaliku eemaldamine, ratsionaalne eemaldamine
asjade paigutamine, koristamine, kontrollimine
Esitatud reeglite (joonised, diagrammid,
piktogrammid, viited, värvikoodid jne)
Normaalse oleku ja kõrvalekallete juhtimise visualiseerimine (töös
seadmed, varude tase jne)
Kõigi nimetuste (suurus, värv,
tegelaskuju jne)
Teabekandjate ratsionaliseerimine (materjal, rakendusviis
pealdised, kaitsekatted), nende paigutus- ja kinnituskohad
56
13. Kaheksa eriala metoodika (8D)
-. - Metoodika, mis on kavandatud: -tootmise ebapiisav kvaliteet
protsess, metoodiline ja analüütiline viis.
Juurpõhjuse tööriist
ebakõlad ja parandusmeetmete rakendamine.
Tunnistage probleem, moodustage grupp, kirjeldage
lahendada probleem, võtta kiireloomulised meetmed, teha kindlaks põhjused ja
filtreerige välja kõige tõenäolisemad põhjused
kontrollige üle, kas põhjus on tõesti see
töötada välja parandusmeetmed, kontrollida uuesti
parandusmeetmed tagavad, et ei
korduvad vead, tunnistage protsessi edukust
57PÕHIS etapid 8D
D0 - ettevalmistamine. Jaotis
rakendamise ettevalmistamine 8D.
D1 - meeskond. Jaotis
inimeste meeskonna moodustamine, kes
täidab 8D.
D2 - probleemi kirjeldus. Enamik
ulatuslik ja aeganõudev osa.
D3 - ajutise määratlus
sündmuste kohta
D4 - probleemi diagnoosimine. Definitsioon
peamine põhjus.
D5 - valimine ja kontrollimine
põliselanike jaoks parandusmeetmed
põhjused
D6 - rakendamine ja valideerimine
parandavad tegevused.
D7 - valige Hoiatus
tegevus.
D8 - 8D sulgemine.
D8: 8D sulgemine
D7: hoiatuse valimine
tegevus
D6: rakendamine ja kinnitamine
parandusmeetmeid
D5: valimine ja kontrollimine
parandusmeetmeid
D4: määratlus ja kontroll
peamine põhjus
D1: loomine
meeskonnad
D3: kiireloomuline
tegevus
D2: kirjeldus
Probleemid
D0: protsessi ettevalmistamine
58Väga tõhus vahend põlisrahvaste määramiseks
ebakõlade põhjused ja parandusmeetmete rakendamine
tegevus.
8D protsess on kaheksa eriala metoodika, mille lõi
ebapiisavate probleemide lahendamiseks
tasemel
omadused
kell
tootmine
protsess
metoodiliselt ja analüütiliselt.
See on väga tõhus vahend määramiseks
mittevastavuste algpõhjused, kavandamine ja rakendamine
parandavad tegevused.
8D raames viiakse süsteemi põhjalik uuring läbi
milline ebakõla tekkis ja ennetamine
esinemine
nagu see
nähtused
kell
tulevik
korratavus.
59Rakendamise tulemused
tailiha tootmine Belgias
Komsomolsky LPUMG
60
Töörühma loomise korraldus
61Elementide rakendusprogrammlahja tootmine
2011. aastal kinnitati, et ajudel on piltide töötlemine lihtsam kui teksti ning inimestel on lihtsam suhelda visuaalselt, mitte ainult tekstiga (näiteks aruannete kaudu).
Omadused arusaamadindividuaalne, kuid keskmine inimene tajub 83% näinud ja 11% - kuulnud teave. Organoleptilisi retseptoreid kokku mitte rohkem kui 6%. Protsessi käigus ilmneb pisut erinev pilt. meeldejätmineteave: sisse kuulmine ja visuaalne individuaalselt mäletab inimene vastavalt 20% ja 30% ning nende kahe meetodi kombineerimisel tõuseb meeldejätmise tase 50 protsendini.
Pilte vaadates suudab meie aju korraga töödelda mitut elementi ja see võimaldab meil saavutada kiiruse 60 000 korda rohkem kui teksti tavalise lugemise korral. Seetõttu on visualiseerimine tailiha valmistamisel üks võimsaid ja tõestatud meetodeid.
Visualiseerimise roll tailihatootmises
Visualiseerimist saab vaadelda kahes aspektis:
- teabe esitamise meetodina optilise pildi kujul (joonised, diagrammid, graafikud, struktuuriskeemid, kaardid, tabelid jne),
- kui kõigi tööriistade, kokkupandud komponentide, osade paigutus, teave tootmisprotsessi kohta nii, et need oleksid lühidalt nähtavad.
Peamised eelised on järgmised:
Visuaalne planeerimine
Eraldi koht tailiha visualiseerimisel on visuaalne planeerimine (VP).
Ettevõtted rakendavad õhuruumi, kuna:
Üks parimatest näidetest VP-de kasutamisel on Toyota, millel on Obeya- Jaapani “suurest toast”. Ettevõttes on sellest saanud projektijuhtimise tööriist efektiivsuse suurendamiseks ja tootmise ajastuse järgimiseks.
Kohtuotsus
Kui Toyota Põhja-Ameerika divisjoni üldjuhilt küsiti, miks ettevõte polnud oma protsesside kohta ühte raamatut kirjutanud, mõtles ta hetkeks ja vastas mõni minut hiljem:
Selle põhjuseks on asjaolu, et selline raamat koosneks ühest lehest, millele nad kirjutaksid: "Hoidke lihtsus, tehke kõik protsessid nähtavaks ja usaldage inimesi õigeid asju tegema."
Visuaalne juhtimine seisneb selles. Selle eesmärk on muuta töövoog kõigile osalejatele selgemaks. Visualiseerimist kasutades saate minimaalse ajaga võimalikult palju teavet.
Artikkel ütleb teile, mis on Operatiivjuhtimise ekraan ja kas seda on teie üksuses vaja? Samuti saate teada, kuidas ise ekraani luua ja kuidas muuta see tõeliselt kasulikuks nii teile kui ka töötajatele. Ja teie abistamiseks oleme koostanud mitu tõelised ekraaninäitedmille saate alla laadida pärast saidil registreerumist.
Alustamiseks ekspresstestimine. Kontrollige avaldusi, millega olete nõus:
- töötajad pöörduvad regulaarselt teie poole nädalavahetuste ja pühade koordineerimiseks ning teie ja ta saavad teada, kas kõik tema meeskonnakaaslased erinevate projektide jaoks toetavad tänapäeval nende tööd;
- määrate „kiireloomulised” ülesanded tavaliselt samadele töötajatele põhimõttel, et nad teevad lihtsalt hästi, selle asemel et neid juhendada objektiivsel personalikoormusel;
- meeskond on alati rahul oma suure töö mahuga;
- uue projekti ilmumisel peate kokku panema meeskonna ja välja selgitama iga hetke olukorra, et otsustada, kellele uus ülesanne usaldada.
Kui kontrollisite vähemalt ühte eset, siis ilma osakonna visuaalse juhtimiseta ei saa te hakkama !
Visualiseerimispaneelid on ühtse teabevahetussüsteemi tööriist ja aitavad tagada vastavust. , tööde teostamine vastavalt ajakavale ja vigadeta. me rääkisime lihtsalt protsessi visualiseerimisest kui tõhusast viisist vigade käsitlemiseks.
Täna puudutame organisatsiooni teemat üksuse töö planeerimine. Sellel eesmärgil soovitame kasutada operatiivjuhtimise ekraani.
TEGEVUSE JUHTIMINE - jooksvate sündmuste juhtimine, sealhulgas operatiivne planeerimine, operatiivne raamatupidamine, operatiivjuhtimine.
Sõnastik "Borisov A.B. Suur majandussõnastik. - M .: Raamatumaailm, 2003. - 895 lk. "
Operatiivjuhtimise ekraan - lihtne, kuid võimas tööriist üksuse töö korraldamiseks ja planeerimiseks selgel ja hõlpsasti arusaadaval viisil.
Ekraan aitab teil juhina lahendada järgmised probleemid:
1 - visualiseerida iga laadimine töötaja
2 — levitada õigesti töötajate vahel uuesti tekkivad ülesanded;
3 – informeerima kõik üksuse töötajad tööplaanide ja ülejäänud laadimise kohta;
4 - kohe võtke üles rippuvad küsimused planeerimata puudumisega (nt haigusleht);
5 - korraldada ette planeeriminey, ja mitte ainult "põlevate" asjade kustutamist;
6 - varustama kontroll ülesannete täitmiseks;
7 - looge soodne õhkkond meeskond.
Ärge unustage jätta oma kommentaarid ja ettepanekud lehe allossa.